Hydro Annual Report 2011b
Hydro Annual Report 2011b
Hydro Annual Report 2011b

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Contribution margin to profit<br />
EUR per ton indexed to 2006 baseline<br />
112%<br />
110%<br />
108%<br />
106%<br />
104%<br />
102%<br />
100%<br />
2007<br />
2008<br />
cost-effective procurement of materials and supplies. We plan to<br />
enhance profitability by differentiation through innovation and<br />
service, optimizing the flexibility inherent in our production<br />
system and focusing on the core assets within our portfolio.<br />
Build on our strong position in Europe<br />
We intend to develop and improve our market share by leveraging<br />
our preferred supplier position and optimizing our margins<br />
through the mix of products that we deliver to the market.<br />
With a focus on our strong position within packaging, general<br />
engineering, lithographic sheet, construction and automotive,<br />
we will continue to emphasize the quality of our products and<br />
services to our customers in order to drive the performance of<br />
our business.<br />
Sustain our cost reductions through<br />
continuous improvement<br />
We will maintain our focus on efficiency throughout our operating<br />
environment through the optimization of shift models,<br />
continuous cost management and the ongoing implementation<br />
of programs such as our Rolled Products Business System<br />
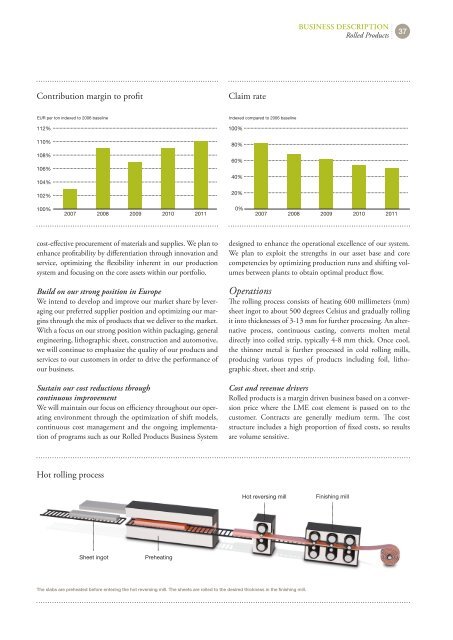
Hot rolling process<br />
2009<br />
2010<br />
Sheet ingot Preheating<br />
2011<br />
Claim rate<br />
Indexed compared to 2006 baseline<br />
100%<br />
80%<br />
60%<br />
40%<br />
20%<br />
0%<br />
2007<br />
2008<br />
BusIness DesCrIptIon<br />
Rolled Products<br />
2009<br />
2010<br />
2011<br />
37<br />
designed to enhance the operational excellence of our system.<br />
We plan to exploit the strengths in our asset base and core<br />
competencies by optimizing production runs and shifting volumes<br />
between plants to obtain optimal product flow.<br />
Operations<br />
The rolling process consists of heating 600 millimeters (mm)<br />
sheet ingot to about 500 degrees Celsius and gradually rolling<br />
it into thicknesses of 3-13 mm for further processing. An alternative<br />
process, continuous casting, converts molten metal<br />
directly into coiled strip, typically 4-8 mm thick. Once cool,<br />
the thinner metal is further processed in cold rolling mills,<br />
producing various types of products including foil, lithographic<br />
sheet, sheet and strip.<br />
Cost and revenue drivers<br />
Rolled products is a margin driven business based on a conversion<br />
price where the LME cost element is passed on to the<br />
customer. Contracts are generally medium term. The cost<br />
structure includes a high proportion of fixed costs, so results<br />
are volume sensitive.<br />
Hot reversing mill Finishing mill<br />
The slabs are preheated before entering the hot reversing mill. The sheets are rolled to the desired thickness in the finishing mill.