

平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター
平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター
平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
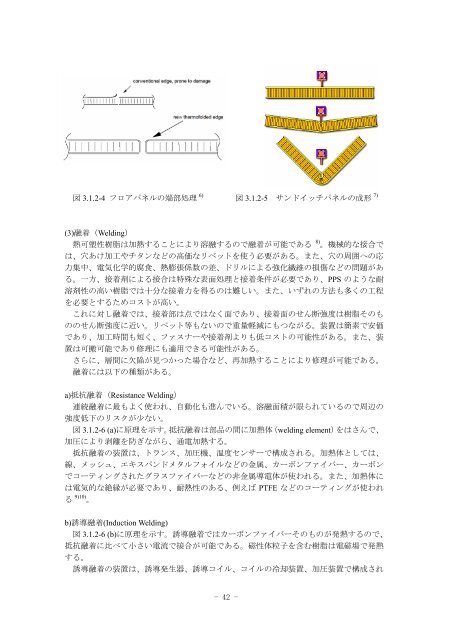
図 3.1.2-4 フロアパネルの端部処理 6) 図3.1.2-5 サンドイッチパネルの<strong>成</strong>形 7)<br />
(3)融着(Welding)<br />
熱可塑性樹脂は加熱することにより溶融するので融着が可能である 8) 。機械的な接合で<br />
は、穴あけ加工やチタンなどの高価なリベットを使う必要がある。また、穴の周囲への応<br />
力集中、電気化学的腐食、熱膨張係数の差、ドリルによる強化繊維の損傷などの問題があ<br />
る。一方、接着剤による接合は特殊な表面処理と接着条件が必要であり、PPS のような耐<br />
溶剤性の高い樹脂では十分な接着力を得るのは難しい。また、いずれの方法も多くの工程<br />
を必要とするためコストが高い。<br />
これに対し融着では、接着部は点ではなく面であり、接着面のせん断強<strong>度</strong>は樹脂そのも<br />
ののせん断強<strong>度</strong>に近い。リベット等もないので重量軽減にもつながる。装置は簡素で安価<br />
であり、加工時間も短く、ファスナーや接着剤よりも低コストの可能性がある。また、装<br />
置は可搬可能であり修理にも適用できる可能性がある。<br />
さらに、層間に欠陥が見つかった場合など、再加熱することにより修理が可能である。<br />
融着には以下の種類がある。<br />
a)抵抗融着(Resistance Welding)<br />
連続融着に最もよく使われ、自動化も進んでいる。溶融面積が限られているので周辺の<br />
強<strong>度</strong>低下のリスクが少ない。<br />
図 3.1.2-6 (a)に原理を示す。抵抗融着は部品の間に加熱体(welding element)をはさんで、<br />
加圧により剥離を防ぎながら、通電加熱する。<br />
抵抗融着の装置は、トランス、加圧機、温<strong>度</strong>センサーで構<strong>成</strong>される。加熱体としては、<br />
線、メッシュ、エキスパンドメタルフォイルなどの金属、カーボンファイバー、カーボン<br />
でコーティングされたグラスファイバーなどの非金属導電体が使われる。また、加熱体に<br />
は電気的な絶縁が必要であり、耐熱性のある、例えば PTFE などのコーティングが使われ<br />
る 9)10) 。<br />
b)誘導融着(Induction Welding)<br />
図 3.1.2-6 (b)に原理を示す。誘導融着ではカーボンファイバーそのものが発熱するので、<br />
抵抗融着に比べて小さい電流で接合が可能である。磁性体粒子を含む樹脂は電磁場で発熱<br />
する。<br />
誘導融着の装置は、誘導発生器、誘導コイル、コイルの冷却装置、加圧装置で構<strong>成</strong>され<br />
- 42 -

