

平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター
平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター
平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
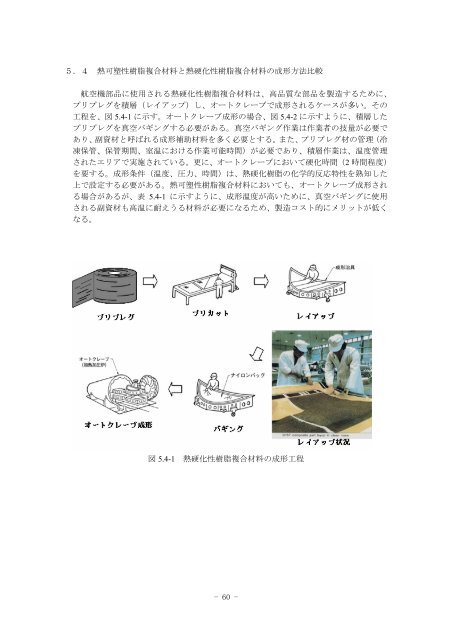
5.4 熱可塑性樹脂複合材料と熱硬化性樹脂複合材料の<strong>成</strong>形方法比較<br />
航空機部品に使用される熱硬化性樹脂複合材料は、高品質な部品を製造するために、<br />
プリプレグを積層(レイアップ)し、オートクレーブで<strong>成</strong>形されるケースが多い。その<br />
工程を、図 5.4-1 に示す。オートクレーブ<strong>成</strong>形の場合、図 5.4-2 に示すように、積層した<br />
プリプレグを真空バギングする必要がある。真空バギング作業は作業者の技量が必要で<br />
あり、副資材と呼ばれる<strong>成</strong>形補助材料を多く必要とする。また、プリプレグ材の管理(冷<br />
凍保管、保管期間、室温における作業可能時間)が必要であり、積層作業は、温<strong>度</strong>管理<br />
されたエリアで実施されている。更に、オートクレーブにおいて硬化時間(2 時間程<strong>度</strong>)<br />
を要する。<strong>成</strong>形条件(温<strong>度</strong>、圧力、時間)は、熱硬化樹脂の化学的反応特性を熟知した<br />
上で設定する必要がある。熱可塑性樹脂複合材料においても、オートクレーブ<strong>成</strong>形され<br />
る場合があるが、表 5.4-1 に示すように、<strong>成</strong>形温<strong>度</strong>が高いために、真空バギングに使用<br />
される副資材も高温に耐えうる材料が必要になるため、製造コスト的にメリットが低く<br />
なる。<br />
図 5.4-1 熱硬化性樹脂複合材料の<strong>成</strong>形工程<br />
- 60 -

