

平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター
平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター
平 成 1 9 年 度 熱可塑性樹脂複合材料の機械工業 ... - 素形材センター

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
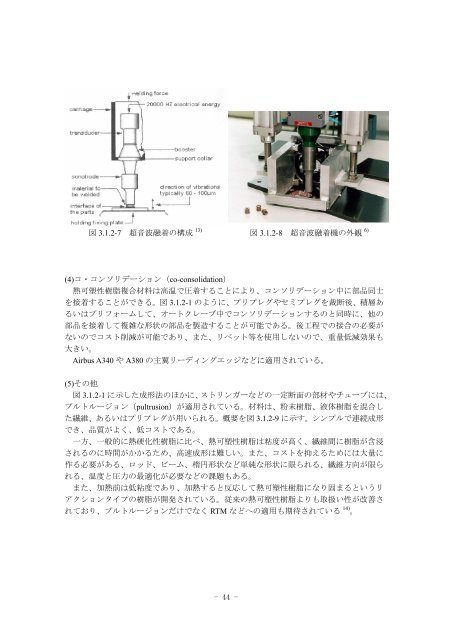
図 3.1.2-7 超音波融着の構<strong>成</strong> 13) 図 3.1.2-8 超音波融着機の外観 6)<br />
(4)コ・コンソリデーション(co-consolidation)<br />
熱可塑性樹脂複合材料は高温で圧着することにより、コンソリデーション中に部品同士<br />
を接着することができる。図 3.1.2-1 のように、プリプレグやセミプレグを裁断後、積層あ<br />
るいはプリフォームして、オートクレーブ中でコンソリデーションするのと同時に、他の<br />
部品を接着して複雑な形状の部品を製造することが可能である。後工程での接合の必要が<br />
ないのでコスト削減が可能であり、また、リベット等を使用しないので、重量低減効果も<br />
大きい。<br />
Airbus A340 や A380 の主翼リーディングエッジなどに適用されている。<br />
(5)その他<br />
図3.1.2-1 に示した<strong>成</strong>形法のほかに、ストリンガーなどの一定断面の部材やチューブには、<br />
プルトルージョン(pultrusion)が適用されている。材料は、粉末樹脂、液体樹脂を混合し<br />
た繊維、あるいはプリプレグが用いられる。概要を図 3.1.2-9 に示す。シンプルで連続<strong>成</strong>形<br />
でき、品質がよく、低コストである。<br />
一方、一般的に熱硬化性樹脂に比べ、熱可塑性樹脂は粘<strong>度</strong>が高く、繊維間に樹脂が含浸<br />
されるのに時間がかかるため、高速<strong>成</strong>形は難しい。また、コストを抑えるためには大量に<br />
作る必要がある、ロッド、ビーム、楕円形状など単純な形状に限られる、繊維方向が限ら<br />
れる、温<strong>度</strong>と圧力の最適化が必要などの課題もある。<br />
また、加熱前は低粘<strong>度</strong>であり、加熱すると反応して熱可塑性樹脂になり固まるというリ<br />
アクションタイプの樹脂が開発されている。従来の熱可塑性樹脂よりも取扱い性が改善さ<br />
れており、プルトルージョンだけでなく RTM などへの適用も期待されている 14) 。<br />
- 44 -

