- Page 2 and 3:
Horaţiu VERMEŞAN Pavel MUDURA Geo
- Page 4 and 5:
Horaţiu VERMEŞAN George VERMEŞAN
- Page 6 and 7:
CUPRINS PREFAŢĂ………………
- Page 8 and 9:
11.4 Călibilitatea……………
- Page 10 and 11:
PREFAŢĂ 9 Desigur în ultimii ani
- Page 12 and 13:
DIN ISTORICUL TRATAMENTELOR TERMICE
- Page 14 and 15:
DIN ISTORICUL TRATAMENTELOR TERMICE
- Page 16 and 17:
Capitolul 1 OBIECTUL ŞI IMPORTANŢ
- Page 18 and 19:
OBIECTUL ŞI IMPORTANŢA TRATAMENTE
- Page 20 and 21:
OBIECTUL ŞI IMPORTANŢA TRATAMENTE
- Page 22 and 23:
OBIECTUL ŞI IMPORTANŢA TRATAMENTE
- Page 24 and 25:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 26 and 27:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 28 and 29:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 30 and 31:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 32 and 33:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 34 and 35:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 36 and 37:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 38 and 39:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 40 and 41:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 42 and 43:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 44 and 45:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 46 and 47:
T em p eratu ra, °C METODE DE STUD
- Page 48 and 49:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 50 and 51:
METODE DE STUDIU A TRANSFORMĂRILOR
- Page 52 and 53:
TRANSFORMĂRI STRUCTURALE LA ÎNCĂ
- Page 54 and 55:
TRANSFORMĂRI STRUCTURALE LA ÎNCĂ
- Page 56 and 57:
T em p eratu ra, °C TRANSFORMĂRI
- Page 58 and 59:
T em p eratu ra,°C TRANSFORMĂRI S
- Page 60 and 61:
T em p eratu ra, °C T em p eratu r
- Page 62 and 63:
G rău n te in iţial M ărim ea g
- Page 64 and 65:
D iam etru l g rău n telu i, m m M
- Page 66 and 67:
M ărim ea grăunţilor, m m TRANSF
- Page 68 and 69:
TRANSFORMĂRI STRUCTURALE LA ÎNCĂ
- Page 70 and 71:
T em peratura de tranziţie, °C TR
- Page 72 and 73:
Capitolul 4 TRANSFORMĂRI STRUCTURA
- Page 74 and 75:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 76 and 77:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 78 and 79:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 80 and 81:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 82 and 83:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 84 and 85:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 86 and 87:
Temperatura, [C] Temperatura, [C] T
- Page 88 and 89:
Temperatura [C] HV TRANSFORMĂRI ST
- Page 90 and 91:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 92 and 93:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 94 and 95:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 96 and 97:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 98 and 99:
T e m p e ra tu ra , ° C T e m p e
- Page 100 and 101:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 102 and 103:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 104 and 105:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 106 and 107:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 108 and 109:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 110 and 111:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 112 and 113:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 114 and 115:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 116 and 117:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 118 and 119:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 120 and 121:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 122 and 123:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 124 and 125:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 126 and 127:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 128 and 129:
TRANSFORMĂRI STRUCTURALE LA RĂCIR
- Page 130 and 131:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 132 and 133:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 134 and 135:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 136 and 137:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 138 and 139:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 140 and 141:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 142 and 143:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 144 and 145:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 146 and 147:
PROPRIETĂŢILE CONSTITUENŢILOR ST
- Page 148 and 149:
Capitolul 6 RECOACEREA DE OMOGENIZA
- Page 150 and 151:
RECOACEREA DE OMOGENIZARE 149 b) Fi
- Page 152 and 153:
RECOACEREA DE OMOGENIZARE 151 Dacă
- Page 154 and 155: RECOACEREA DE OMOGENIZARE 153 Durat
- Page 156 and 157: RECOACEREA DE OMOGENIZARE 155 recoa
- Page 158 and 159: RECOACEREA DE NORMALIZARE 157 Tabel
- Page 160 and 161: RECOACEREA DE NORMALIZARE 159 apă
- Page 162 and 163: RECOACEREA DE NORMALIZARE 161 Curbe
- Page 164 and 165: RECOACEREA DE NORMALIZARE 163 (fig.
- Page 166 and 167: RECOACEREA DE NORMALIZARE 165 Tabel
- Page 168 and 169: Capitolul 8 RECOACEREA DE ÎNMUIERE
- Page 170 and 171: RECOACEREA DE ÎNMUIERE (GLOBULIZAR
- Page 172 and 173: RECOACEREA DE ÎNMUIERE (GLOBULIZAR
- Page 174 and 175: T e m p e ra tu ra , ° C RECOACERE
- Page 176 and 177: RECOACEREA DE ÎNMUIERE (GLOBULIZAR
- Page 178 and 179: RECOACEREA DE ÎNMUIERE (GLOBULIZAR
- Page 180 and 181: RECOACEREA DE RECRISTALIZARE 179 pl
- Page 182 and 183: RECOACEREA DE RECRISTALIZARE 181 Re
- Page 184 and 185: RECOACEREA DE RECRISTALIZARE 183 At
- Page 186 and 187: RECOACEREA DE RECRISTALIZARE 185 ri
- Page 188 and 189: RECOACEREA DE RECRISTALIZARE 187 ri
- Page 190 and 191: RECOACEREA DE RECRISTALIZARE 189 BI
- Page 192 and 193: T ensiune (σ y ) RECOACEREA DE DET
- Page 194 and 195: RECOACEREA DE DETENSIONARE 193 Fig.
- Page 196 and 197: RECOACEREA DE DETENSIONARE 195 rem
- Page 198 and 199: RECOACEREA DE DETENSIONARE 197 Tens
- Page 200 and 201: RECOACEREA DE DETENSIONARE 199 Fig.
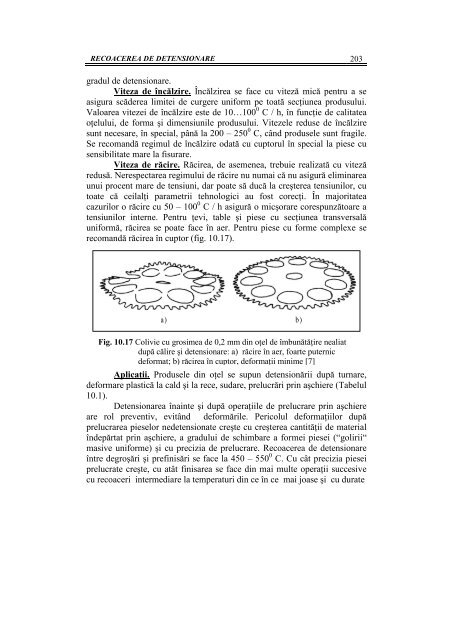
- Page 202 and 203: Temperatura, °C RECOACEREA DE DETE
- Page 206 and 207: RECOACEREA DE DETENSIONARE 205 mic
- Page 208 and 209: T em peratura, °C T em p eratu ra,
- Page 210 and 211: CĂLIREA 209 Dacă se depăşeşte
- Page 212 and 213: CĂLIREA 211 Fig. 11.3 Influenţa c
- Page 214 and 215: CĂLIREA 213 Tabelul 11.1 Valorile
- Page 216 and 217: CĂLIREA 215 Tipul călirii Călire
- Page 218 and 219: CĂLIREA 217 trecerii la al doilea
- Page 220 and 221: CĂLIREA 219 Pentru menţinerea cur
- Page 222 and 223: CĂLIREA 221 temperaturii punctului
- Page 224 and 225: CĂLIREA 223 Tabelul 11.4 (continua
- Page 226 and 227: CĂLIREA 225 scăzute decât băile
- Page 228 and 229: CĂLIREA 227 aplicată la majoritat
- Page 230 and 231: CĂLIREA 229 Viteza critică de că
- Page 232 and 233: D uritatea H R C CĂLIREA 231 şi a
- Page 234 and 235: CĂLIREA 233 11. 4. 2 Metode pentru
- Page 236 and 237: CĂLIREA 235 astfel încât axa epr
- Page 238 and 239: CĂLIREA 237 să nu sufere o reveni
- Page 240 and 241: CĂLIREA 239 Exemple de exprimare :
- Page 242 and 243: CĂLIREA 241 călibilitate perlitic
- Page 244 and 245: CĂLIREA 243 Carbon în oţel % Tab
- Page 246 and 247: CĂLIREA 245 11.4.3 Aplicaţii prac
- Page 248 and 249: CĂLIREA 247 d) Determinarea viteze
- Page 250 and 251: CĂLIREA 249 mediu, respectiv cu vi
- Page 252 and 253: CĂLIREA 251 a) b) c) d) Fig. 11. 3
- Page 254 and 255:
CĂLIREA 253 curbe de răcire se su
- Page 256 and 257:
CĂLIREA 255 Principalii factori ca
- Page 258 and 259:
CĂLIREA 257 Mărimea şi configura
- Page 260 and 261:
CĂLIREA 259 iar răcirea în ulei
- Page 262 and 263:
CĂLIREA 261 carbon călibile în a
- Page 264 and 265:
CĂLIREA 263 10. ROŞU, A., Tratame
- Page 266 and 267:
REVENIREA 265 4) 400…700 0 C, coa
- Page 268 and 269:
REVENIREA 267 Structura care se for
- Page 270 and 271:
REVENIREA 269 (fig.12.5), iar în f
- Page 272 and 273:
REVENIREA 271 Fe 3 C ( Fe, Mo ) 3
- Page 274 and 275:
REVENIREA 273 Oţelul - până la 2
- Page 276 and 277:
REVENIREA 275 Fig.12.10 Diagrama de
- Page 278 and 279:
REVENIREA 277 Revenirea joasă este
- Page 280 and 281:
REVENIREA 279 Valoarea obţinută e
- Page 282 and 283:
REVENIREA 281 Fig. 12.14 Variaţia
- Page 284 and 285:
E n erg ia d e ru p tu ra la 2 0 °
- Page 286 and 287:
REVENIREA 285 (menţinerea fiind de
- Page 288 and 289:
REVENIREA 287 (viteza limită) - v
- Page 290 and 291:
REVENIREA 289 HV’(M) = -74 - 434
- Page 292 and 293:
D u ritatea, H V D u ritatea, H R C
- Page 294 and 295:
REVENIREA 293 pentru o revenire de
- Page 296 and 297:
Capitolul 13 PATENTAREA SÂRMELOR 1
- Page 298 and 299:
PATENTAREA SĂRMELOR 297 reale exis
- Page 300 and 301:
PATENTAREA SĂRMELOR 299 Cuptoarele
- Page 302 and 303:
PATENTAREA SĂRMELOR 301 Instalaţi
- Page 304 and 305:
PATENTAREA SĂRMELOR 303 Temperatur
- Page 306 and 307:
PATENTAREA SĂRMELOR 305 La cuptoar
- Page 308 and 309:
PATENTAREA SĂRMELOR 307 realizeaz