

antriebstechnik 10/2016
antriebstechnik 10/2016
antriebstechnik 10/2016
- TAGS
- antriebstechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
GETRIEBE UND GETRIEBEMOTOREN<br />
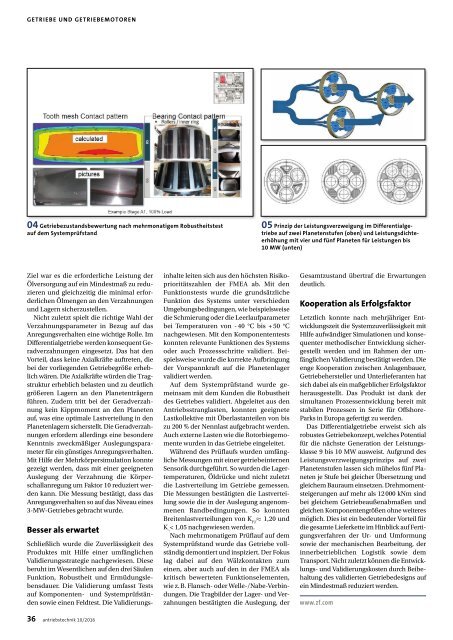
04 Getriebezustandsbewertung nach mehrmonatigem Robustheitstest<br />
auf dem Systemprüfstand<br />
05 Prinzip der Leistungsverzweigung im Differentialgetriebe<br />
auf zwei Planetenstufen (oben) und Leistungsdichteerhöhung<br />
mit vier und fünf Planeten für Leistungen bis<br />
<strong>10</strong> MW (unten)<br />
Ziel war es die erforderliche Leistung der<br />
Ölversorgung auf ein Mindestmaß zu reduzieren<br />
und gleichzeitig die minimal erforderlichen<br />
Ölmengen an den Verzahnungen<br />
und Lagern sicherzustellen.<br />
Nicht zuletzt spielt die richtige Wahl der<br />
Verzahnungsparameter in Bezug auf das<br />
Anregungsverhalten eine wichtige Rolle. Im<br />
Differentialgetriebe werden konsequent Geradverzahnungen<br />
eingesetzt. Das hat den<br />
Vorteil, dass keine Axialkräfte auftreten, die<br />
bei der vorliegenden Getriebegröße erheblich<br />
wären. Die Axialkräfte würden die Tragstruktur<br />
erheblich belasten und zu deutlich<br />
größeren Lagern an den Planetenträgern<br />
führen. Zudem tritt bei der Geradverzahnung<br />
kein Kippmoment an den Planeten<br />
auf, was eine optimale Lastverteilung in den<br />
Planetenlagern sicherstellt. Die Geradverzahnungen<br />
erfordern allerdings eine besondere<br />
Kenntnis zweckmäßiger Auslegungsparameter<br />
für ein günstiges Anregungsverhalten.<br />
Mit Hilfe der Mehrkörpersimulation konnte<br />
gezeigt werden, dass mit einer geeigneten<br />
Auslegung der Verzahnung die Körperschallanregung<br />
um Faktor <strong>10</strong> reduziert werden<br />
kann. Die Messung bestätigt, dass das<br />
Anregungsverhalten so auf das Niveau eines<br />
3-MW-Getriebes gebracht wurde.<br />
Besser als erwartet<br />
Schließlich wurde die Zuverlässigkeit des<br />
Produktes mit Hilfe einer umfänglichen<br />
Validierungsstrategie nachgewiesen. Diese<br />
beruht im Wesentlichen auf den drei Säulen<br />
Funktion, Robustheit und Ermüdungslebensdauer.<br />
Die Validierung umfasst Tests<br />
auf Komponenten- und Systemprüfständen<br />
sowie einen Feldtest. Die Validierungsinhalte<br />
leiten sich aus den höchsten Risikoprioritätszahlen<br />
der FMEA ab. Mit den<br />
Funktionstests wurde die grundsätzliche<br />
Funktion des Systems unter verschieden<br />
Umgebungsbedingungen, wie beispielsweise<br />
die Schmierung oder die Leerlaufparameter<br />
bei Temperaturen von - 40 °C bis + 50 °C<br />
nachgewiesen. Mit den Komponententests<br />
konnten relevante Funktionen des Systems<br />
oder auch Prozessschritte validiert. Beispielsweise<br />
wurde die korrekte Aufbringung<br />
der Vorspannkraft auf die Planetenlager<br />
validiert werden.<br />
Auf dem Systemprüfstand wurde gemeinsam<br />
mit dem Kunden die Robustheit<br />
des Getriebes validiert. Abgeleitet aus den<br />
Antriebsstranglasten, konnten geeignete<br />
Lastkollektive mit Überlastanteilen von bis<br />
zu 200 % der Nennlast aufgebracht werden.<br />
Auch externe Lasten wie die Rotorbiegemomente<br />
wurden in das Getriebe eingeleitet.<br />
Während des Prüflaufs wurden umfängliche<br />
Messungen mit einer getriebeinternen<br />
Sensorik durchgeführt. So wurden die Lagertemperaturen,<br />
Öldrücke und nicht zuletzt<br />
die Lastverteilung im Getriebe gemessen.<br />
Die Messungen bestätigten die Lastverteilung<br />
sowie die in der Auslegung angenommenen<br />
Randbedingungen. So konnten<br />
Breitenlastverteilungen von K Fβ<br />
≈ 1,20 und<br />
K γ<br />
< 1,05 nachgewiesen werden.<br />
Nach mehrmonatigem Prüflauf auf dem<br />
Systemprüfstand wurde das Getriebe vollständig<br />
demontiert und inspiziert. Der Fokus<br />
lag dabei auf den Wälzkontakten zum<br />
einen, aber auch auf den in der FMEA als<br />
kritisch bewerteten Funktionselementen,<br />
wie z. B. Flansch- oder Welle-/Nabe-Verbindungen.<br />
Die Tragbilder der Lager- und Verzahnungen<br />
bestätigten die Auslegung, der<br />
Gesamtzustand übertraf die Erwartungen<br />
deutlich.<br />
Kooperation als Erfolgsfaktor<br />
Letztlich konnte nach mehrjähriger Entwicklungszeit<br />
die Systemzuverlässigkeit mit<br />
Hilfe aufwändiger Simulationen und konsequenter<br />
methodischer Entwicklung sichergestellt<br />
werden und im Rahmen der umfänglichen<br />
Validierung bestätigt werden. Die<br />
enge Kooperation zwischen Anlagenbauer,<br />
Getriebehersteller und Unterlieferanten hat<br />
sich dabei als ein maßgeblicher Erfolgsfaktor<br />
herausgestellt. Das Produkt ist dank der<br />
simultanen Prozessentwicklung bereit mit<br />
stabilen Prozessen in Serie für Offshore-<br />
Parks in Europa gefertigt zu werden.<br />
Das Differentialgetriebe erweist sich als<br />
robustes Getriebekonzept, welches Potential<br />
für die nächste Generation der Leistungsklasse<br />
9 bis <strong>10</strong> MW ausweist. Aufgrund des<br />
Leistungsverzweigungsprinzips auf zwei<br />
Planetenstufen lassen sich mühelos fünf Planeten<br />
je Stufe bei gleicher Übersetzung und<br />
gleichem Bauraum einsetzen. Drehmomentsteigerungen<br />
auf mehr als 12 000 kNm sind<br />
bei gleichem Getriebeaußenabmaßen und<br />
gleichen Komponentengrößen ohne weiteres<br />
möglich. Dies ist ein bedeutender Vorteil für<br />
die gesamte Lieferkette im Hinblick auf Fertigungsverfahren<br />
der Ur- und Umformung<br />
sowie der mechanischen Bearbeitung, der<br />
innerbetrieblichen Logistik sowie dem<br />
Transport. Nicht zuletzt können die Entwicklungs-<br />
und Validierungskosten durch Beibehaltung<br />
des validierten Getriebedesigns auf<br />
ein Mindestmaß reduziert werden.<br />
www.zf.com<br />
36 <strong>antriebstechnik</strong> <strong>10</strong>/<strong>2016</strong>














