

CNC 8055 - Operating manual (MC option) - Fagor Automation
CNC 8055 - Operating manual (MC option) - Fagor Automation
CNC 8055 - Operating manual (MC option) - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Operating</strong> <strong>manual</strong><br />
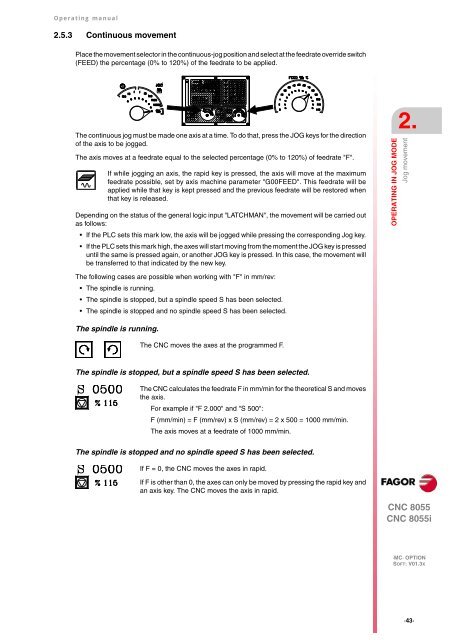
2.5.3 Continuous movement<br />
Place the movement selector in the continuous-jog position and select at the feedrate override switch<br />
(FEED) the percentage (0% to 120%) of the feedrate to be applied.<br />
The continuous jog must be made one axis at a time. To do that, press the JOG keys for the direction<br />
of the axis to be jogged.<br />
The axis moves at a feedrate equal to the selected percentage (0% to 120%) of feedrate "F".<br />
If while jogging an axis, the rapid key is pressed, the axis will move at the maximum<br />
feedrate possible, set by axis machine parameter "G00FEED". This feedrate will be<br />
applied while that key is kept pressed and the previous feedrate will be restored when<br />
that key is released.<br />
Depending on the status of the general logic input "LATCHMAN", the movement will be carried out<br />
as follows:<br />
If the PLC sets this mark low, the axis will be jogged while pressing the corresponding Jog key.<br />
If the PLC sets this mark high, the axes will start moving from the moment the JOG key is pressed<br />
until the same is pressed again, or another JOG key is pressed. In this case, the movement will<br />
be transferred to that indicated by the new key.<br />
The following cases are possible when working with "F" in mm/rev:<br />
The spindle is running.<br />
The spindle is stopped, but a spindle speed S has been selected.<br />
The spindle is stopped and no spindle speed S has been selected.<br />
The spindle is running.<br />
The <strong>CNC</strong> moves the axes at the programmed F.<br />
The spindle is stopped, but a spindle speed S has been selected.<br />
The <strong>CNC</strong> calculates the feedrate F in mm/min for the theoretical S and moves<br />
the axis.<br />
For example if "F 2.000" and "S 500":<br />
F (mm/min) = F (mm/rev) x S (mm/rev) = 2 x 500 = 1000 mm/min.<br />
The axis moves at a feedrate of 1000 mm/min.<br />
The spindle is stopped and no spindle speed S has been selected.<br />
If F = 0, the <strong>CNC</strong> moves the axes in rapid.<br />
If F is other than 0, the axes can only be moved by pressing the rapid key and<br />
an axis key. The <strong>CNC</strong> moves the axis in rapid.<br />
2.<br />
OPERATING IN JOG MODE<br />
Jog movement<br />
<strong>CNC</strong> <strong>8055</strong><br />
<strong>CNC</strong> <strong>8055</strong>i<br />
·<strong>MC</strong>· OPTION<br />
SOFT: V01.3X<br />
·43·














