

CNC 8055 - Operating manual (MC option) - Fagor Automation
CNC 8055 - Operating manual (MC option) - Fagor Automation
CNC 8055 - Operating manual (MC option) - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
2.<br />
OPERATING IN JOG MODE<br />
Tool calibration<br />
<strong>CNC</strong> <strong>8055</strong><br />
<strong>CNC</strong> <strong>8055</strong>i<br />
·<strong>MC</strong>· OPTION<br />
SOFT: V01.3X<br />
·64·<br />
Operation<br />
<strong>Operating</strong> <strong>manual</strong><br />
After selecting the type of part to be centered (rectangular or circular) proceed as follows:<br />
1. Move the tool until touching the desired point of the part.<br />
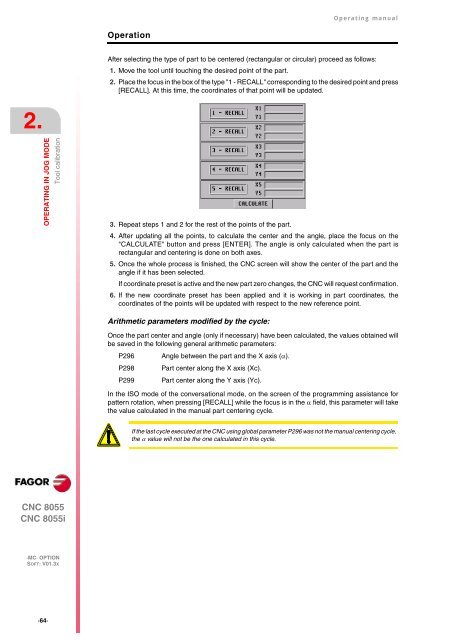
2. Place the focus in the box of the type "1 - RECALL" corresponding to the desired point and press<br />
[RECALL]. At this time, the coordinates of that point will be updated.<br />
3. Repeat steps 1 and 2 for the rest of the points of the part.<br />
4. After updating all the points, to calculate the center and the angle, place the focus on the<br />
"CALCULATE" button and press [ENTER]. The angle is only calculated when the part is<br />
rectangular and centering is done on both axes.<br />
5. Once the whole process is finished, the <strong>CNC</strong> screen will show the center of the part and the<br />
angle if it has been selected.<br />
If coordinate preset is active and the new part zero changes, the <strong>CNC</strong> will request confirmation.<br />
6. If the new coordinate preset has been applied and it is working in part coordinates, the<br />
coordinates of the points will be updated with respect to the new reference point.<br />
Arithmetic parameters modified by the cycle:<br />
Once the part center and angle (only if necessary) have been calculated, the values obtained will<br />
be saved in the following general arithmetic parameters:<br />
P296 Angle between the part and the X axis ().<br />
P298 Part center along the X axis (Xc).<br />
P299 Part center along the Y axis (Yc).<br />
In the ISO mode of the conversational mode, on the screen of the programming assistance for<br />
pattern rotation, when pressing [RECALL] while the focus is in the field, this parameter will take<br />
the value calculated in the <strong>manual</strong> part centering cycle.<br />
If the last cycle executed at the <strong>CNC</strong> using global parameter P296 was not the <strong>manual</strong> centering cycle,<br />
the value will not be the one calculated in this cycle.














