

EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Execution channels<br />
7.6 M41-M44. Gear change.<br />
Each spindle may have up to 4 different ranges (gears). Each gear means a speed range<br />
for the CNC work in. The programmed speed must be within the active gear; otherwise, a<br />
gear change will be required.<br />
The gear change may be automatic or <strong>man</strong>ual. When the change is <strong>man</strong>ual, the gear is<br />
selected with auxiliary functions M41 (gear 1) through M44 (gear 4). When the change is<br />
automatic, the CNC itself generates these functions according to the programmed speed.<br />
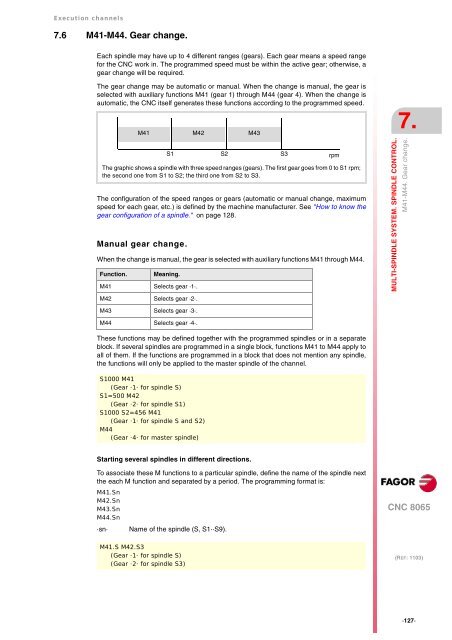
M41<br />
The graphic shows a spindle with three speed ranges (gears). The first gear goes from 0 to S1 rpm;<br />
the second one from S1 to S2; the third one from S2 to S3.<br />
The configuration of the speed ranges or gears (automatic or <strong>man</strong>ual change, maximum<br />
speed for each gear, etc.) is defined by the machine <strong>man</strong>ufacturer. See "How to know the<br />
gear configuration of a spindle." on page 128.<br />
Manual gear change.<br />
When the change is <strong>man</strong>ual, the gear is selected with auxiliary functions M41 through M44.<br />
Function. Meaning.<br />
M41 Selects gear ·1·.<br />
M42 Selects gear ·2·.<br />
M43 Selects gear ·3·.<br />
M44 Selects gear ·4·.<br />
These functions may be defined together with the programmed spindles or in a separate<br />
block. If several spindles are programmed in a single block, functions M41 to M44 apply to<br />
all of them. If the functions are programmed in a block that does not mention any spindle,<br />
the functions will only be applied to the master spindle of the channel.<br />
S1000 M41<br />
(Gear ·1· for spindle S)<br />
S1=500 M42<br />
(Gear ·2· for spindle S1)<br />
S1000 S2=456 M41<br />
(Gear ·1· for spindle S and S2)<br />
M44<br />
(Gear ·4· for master spindle)<br />
Starting several spindles in different directions.<br />
To associate these M functions to a particular spindle, define the name of the spindle next<br />
the each M function and separated by a period. The programming format is:<br />
M41.Sn<br />
M42.Sn<br />
M43.Sn<br />
M44.Sn<br />
·sn· Name of the spindle (S, S1··S9).<br />
M41.S M42.S3<br />
(Gear ·1· for spindle S)<br />
(Gear ·2· for spindle S3)<br />
M42<br />
M43<br />
S1 S2 S3<br />
rpm<br />
7.<br />
MULTI-SPINDLE SYSTEM. SPINDLE CONTROL.<br />
M41-M44. Gear change.<br />
CNC <strong>8065</strong><br />
(REF: 1103)<br />
·127·













