

EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Execution channels<br />
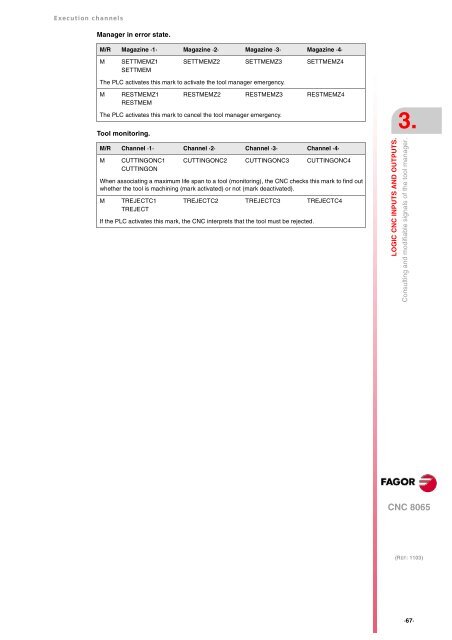
Manager in error state.<br />
M/R Magazine ·1· Magazine ·2· Magazine ·3· Magazine ·4·<br />
M SETTMEMZ1<br />
SETTMEM<br />
Tool monitoring.<br />
SETTMEMZ2 SETTMEMZ3 SETTMEMZ4<br />
The PLC activates this mark to activate the tool <strong>man</strong>ager emergency.<br />
M RESTMEMZ1<br />
RESTMEM<br />
RESTMEMZ2 RESTMEMZ3 RESTMEMZ4<br />
The PLC activates this mark to cancel the tool <strong>man</strong>ager emergency.<br />
M/R Channel ·1· Channel ·2· Channel ·3· Channel ·4·<br />
M CUTTINGONC1<br />
CUTTINGON<br />
CUTTINGONC2 CUTTINGONC3 CUTTINGONC4<br />
When associating a maximum life span to a tool (monitoring), the CNC checks this mark to find out<br />
whether the tool is machining (mark activated) or not (mark deactivated).<br />
M TREJECTC1<br />
TREJECT<br />
TREJECTC2 TREJECTC3 TREJECTC4<br />
If the PLC activates this mark, the CNC interprets that the tool must be rejected.<br />
3.<br />
LOGIC CNC INPUTS AND OUTPUTS.<br />
Consulting and modifiable signals of the tool <strong>man</strong>ager.<br />
CNC <strong>8065</strong><br />
(REF: 1103)<br />
·67·













