

EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Execution channels<br />
the axis name, the index in the channel permits identifying the axis in PLC variables, marks,<br />
etc.<br />
CHAXISNAME n Index in the channel.<br />
CHAXISNAME 1 Index ·1·.<br />
CHAXISNAME 2 Index ·2·.<br />
CHAXISNAME 3 Index ·3·.<br />
The order of the axes and work planes (mill model).<br />
The order of the axes in the channel sets the main work planes, those selected with functions<br />
G17, G18 and G19. Function G20 may be used to form any work plane with the axes of the<br />
channel.<br />
Plane. Abscissa axis. Ordinate axis. Longitudinal axis.<br />
G17 CHAXISNAME 1 CHAXISNAME 2 CHAXISNAME 3<br />
G18 CHAXISNAME 3 CHAXISNAME 1 CHAXISNAME 2<br />
G19 CHAXISNAME 2 CHAXISNAME 3 CHAXISNAME 1<br />
The order of the axes and work planes (lathe model).<br />
The order of the axes of the channel and parameter GEOCONFIG set the main work planes.<br />
Refer to the parameter for further detail.<br />
GEOCONFIG<br />
Geometrical configuration of the axes of the channel.<br />
Possible values: Plane / Trihedron.<br />
Default value: Trihedron.<br />
Associated variable: (V.)[ch].MPG.GEOCONFIG<br />
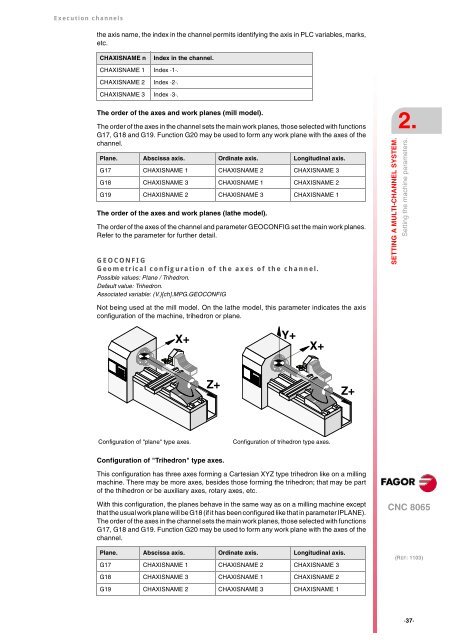
Not being used at the mill model. On the lathe model, this parameter indicates the axis<br />
configuration of the machine, trihedron or plane.<br />
X+<br />
Z+<br />
Configuration of "Trihedron" type axes.<br />
Y+<br />
X+<br />
Configuration of "plane" type axes. Configuration of trihedron type axes.<br />
This configuration has three axes forming a Cartesian XYZ type trihedron like on a milling<br />
machine. There may be more axes, besides those forming the trihedron; that may be part<br />
of the thihedron or be auxiliary axes, rotary axes, etc.<br />
With this configuration, the planes behave in the same way as on a milling machine except<br />
that the usual work plane will be G18 (if it has been configured like that in parameter IPLANE).<br />
The order of the axes in the channel sets the main work planes, those selected with functions<br />
G17, G18 and G19. Function G20 may be used to form any work plane with the axes of the<br />
channel.<br />
Plane. Abscissa axis. Ordinate axis. Longitudinal axis.<br />
G17 CHAXISNAME 1 CHAXISNAME 2 CHAXISNAME 3<br />
G18 CHAXISNAME 3 CHAXISNAME 1 CHAXISNAME 2<br />
G19 CHAXISNAME 2 CHAXISNAME 3 CHAXISNAME 1<br />
Z+<br />
2.<br />
SETTING A MULTI-CHANNEL SYSTEM.<br />
Setting the machine parameters.<br />
CNC <strong>8065</strong><br />
(REF: 1103)<br />
·37·













