

EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
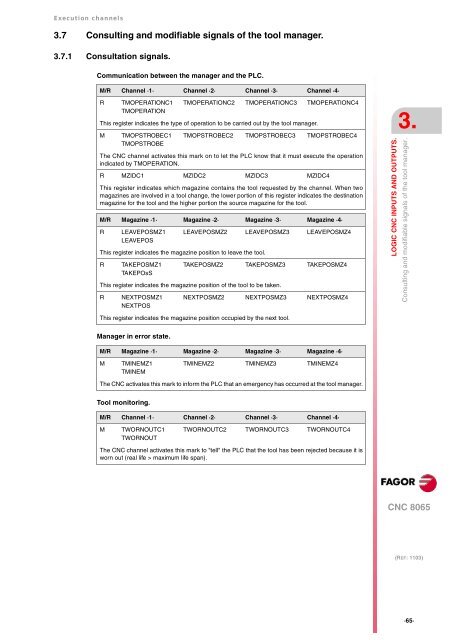
Execution channels<br />
3.7 Consulting and modifiable signals of the tool <strong>man</strong>ager.<br />
3.7.1 Consultation signals.<br />
Communication between the <strong>man</strong>ager and the PLC.<br />
M/R Channel ·1· Channel ·2· Channel ·3· Channel ·4·<br />
R TMOPERATIONC1<br />
TMOPERATION<br />
Manager in error state.<br />
Tool monitoring.<br />
TMOPERATIONC2 TMOPERATIONC3 TMOPERATIONC4<br />
This register indicates the type of operation to be carried out by the tool <strong>man</strong>ager.<br />
M TMOPSTROBEC1<br />
TMOPSTROBE<br />
TMOPSTROBEC2 TMOPSTROBEC3 TMOPSTROBEC4<br />
The CNC channel activates this mark on to let the PLC know that it must execute the operation<br />
indicated by TMOPERATION.<br />
R MZIDC1 MZIDC2 MZIDC3 MZIDC4<br />
This register indicates which magazine contains the tool requested by the channel. When two<br />
magazines are involved in a tool change, the lower portion of this register indicates the destination<br />
magazine for the tool and the higher portion the source magazine for the tool.<br />
M/R Magazine ·1· Magazine ·2· Magazine ·3· Magazine ·4·<br />
R LEAVEPOSMZ1<br />
LEAVEPOS<br />
This register indicates the magazine position to leave the tool.<br />
R TAKEPOSMZ1<br />
TAKEPOsS<br />
LEAVEPOSMZ2 LEAVEPOSMZ3 LEAVEPOSMZ4<br />
TAKEPOSMZ2 TAKEPOSMZ3 TAKEPOSMZ4<br />
This register indicates the magazine position of the tool to be taken.<br />
R NEXTPOSMZ1<br />
NEXTPOS<br />
NEXTPOSMZ2 NEXTPOSMZ3 NEXTPOSMZ4<br />
This register indicates the magazine position occupied by the next tool.<br />
M/R Magazine ·1· Magazine ·2· Magazine ·3· Magazine ·4·<br />
M TMINEMZ1<br />
TMINEM<br />
TMINEMZ2 TMINEMZ3 TMINEMZ4<br />
The CNC activates this mark to inform the PLC that an emergency has occurred at the tool <strong>man</strong>ager.<br />
M/R Channel ·1· Channel ·2· Channel ·3· Channel ·4·<br />
M TWORNOUTC1<br />
TWORNOUT<br />
TWORNOUTC2 TWORNOUTC3 TWORNOUTC4<br />
The CNC channel activates this mark to "tell" the PLC that the tool has been rejected because it is<br />
worn out (real life > maximum life span).<br />
3.<br />
LOGIC CNC INPUTS AND OUTPUTS.<br />
Consulting and modifiable signals of the tool <strong>man</strong>ager.<br />
CNC <strong>8065</strong><br />
(REF: 1103)<br />
·65·













