

EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
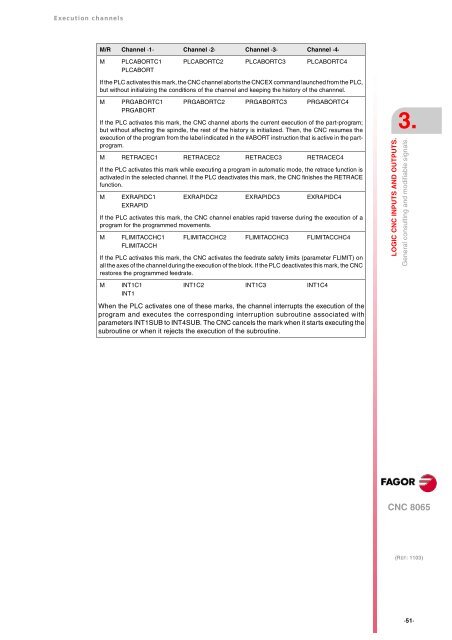
Execution channels<br />
M/R Channel ·1· Channel ·2· Channel ·3· Channel ·4·<br />
M PLCABORTC1<br />
PLCABORT<br />
PLCABORTC2 PLCABORTC3 PLCABORTC4<br />
If the PLC activates this mark, the CNC channel aborts the CNCEX com<strong>man</strong>d launched from the PLC,<br />
but without initializing the conditions of the channel and keeping the history of the channnel.<br />
M PRGABORTC1<br />
PRGABORT<br />
PRGABORTC2 PRGABORTC3 PRGABORTC4<br />
If the PLC activates this mark, the CNC channel aborts the current execution of the part-program;<br />
but without affecting the spindle, the rest of the history is initialized. Then, the CNC resumes the<br />
execution of the program from the label indicated in the #ABORT instruction that is active in the partprogram.<br />
M RETRACEC1 RETRACEC2 RETRACEC3 RETRACEC4<br />
If the PLC activates this mark while executing a program in automatic mode, the retrace function is<br />
activated in the selected channel. If the PLC deactivates this mark, the CNC finishes the RETRACE<br />
function.<br />
M EXRAPIDC1<br />
EXRAPID<br />
EXRAPIDC2 EXRAPIDC3 EXRAPIDC4<br />
If the PLC activates this mark, the CNC channel enables rapid traverse during the execution of a<br />
program for the programmed movements.<br />
M FLIMITACCHC1<br />
FLIMITACCH<br />
FLIMITACCHC2 FLIMITACCHC3 FLIMITACCHC4<br />
If the PLC activates this mark, the CNC activates the feedrate safety limits (parameter FLIMIT) on<br />
all the axes of the channel during the execution of the block. If the PLC deactivates this mark, the CNC<br />
restores the programmed feedrate.<br />
M INT1C1<br />
INT1<br />
INT1C2 INT1C3 INT1C4<br />
When the PLC activates one of these marks, the channel interrupts the execution of the<br />
program and executes the corresponding interruption subroutine associated with<br />
parameters INT1SUB to INT4SUB. The CNC cancels the mark when it starts executing the<br />
subroutine or when it rejects the execution of the subroutine.<br />
3.<br />
LOGIC CNC INPUTS AND OUTPUTS.<br />
General consulting and modifiable signals.<br />
CNC <strong>8065</strong><br />
(REF: 1103)<br />
·51·













