

EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation
EN: man_8065_chn.pdf - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3.<br />
LOGIC CNC INPUTS AND OUTPUTS.<br />
CNC <strong>8065</strong><br />
·48·<br />
General consulting and modifiable signals.<br />
(REF: 1103)<br />
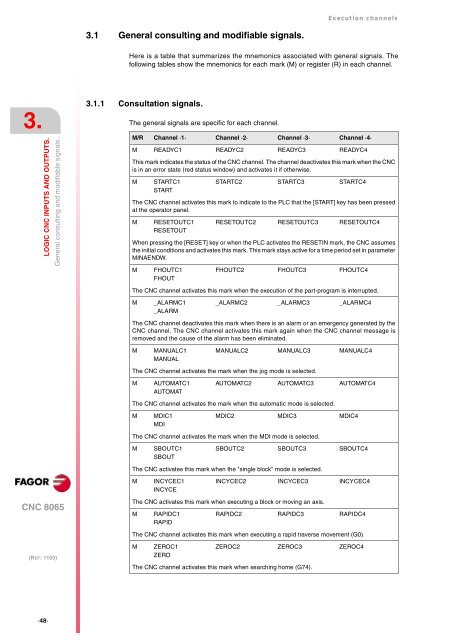
3.1 General consulting and modifiable signals.<br />
Execution channels<br />
Here is a table that summarizes the mnemonics associated with general signals. The<br />
following tables show the mnemonics for each mark (M) or register (R) in each channel.<br />
3.1.1 Consultation signals.<br />
The general signals are specific for each channel.<br />
M/R Channel ·1· Channel ·2· Channel ·3· Channel ·4·<br />
M READYC1 READYC2 READYC3 READYC4<br />
This mark indicates the status of the CNC channel. The channel deactivates this mark when the CNC<br />
is in an error state (red status window) and activates it if otherwise.<br />
M STARTC1<br />
START<br />
STARTC2 STARTC3 STARTC4<br />
The CNC channel activates this mark to indicate to the PLC that the [START] key has been pressed<br />
at the operator panel.<br />
M RESETOUTC1<br />
RESETOUT<br />
RESETOUTC2 RESETOUTC3 RESETOUTC4<br />
When pressing the [RESET] key or when the PLC activates the RESETIN mark, the CNC assumes<br />
the initial conditions and activates this mark. This mark stays active for a time period set in parameter<br />
MINA<strong>EN</strong>DW.<br />
M FHOUTC1<br />
FHOUT<br />
FHOUTC2 FHOUTC3 FHOUTC4<br />
The CNC channel activates this mark when the execution of the part-program is interrupted.<br />
M _ALARMC1<br />
_ALARM<br />
_ALARMC2 _ALARMC3 _ALARMC4<br />
The CNC channel deactivates this mark when there is an alarm or an emergency generated by the<br />
CNC channel. The CNC channel activates this mark again when the CNC channel message is<br />
removed and the cause of the alarm has been eliminated.<br />
M MANUALC1<br />
MANUAL<br />
MANUALC2 MANUALC3 MANUALC4<br />
The CNC channel activates the mark when the jog mode is selected.<br />
M AUTOMATC1<br />
AUTOMAT<br />
AUTOMATC2 AUTOMATC3 AUTOMATC4<br />
The CNC channel activates the mark when the automatic mode is selected.<br />
M MDIC1<br />
MDI<br />
MDIC2 MDIC3 MDIC4<br />
The CNC channel activates the mark when the MDI mode is selected.<br />
M SBOUTC1<br />
SBOUT<br />
SBOUTC2 SBOUTC3 SBOUTC4<br />
The CNC activates this mark when the "single block" mode is selected.<br />
M INCYCEC1<br />
INCYCE<br />
INCYCEC2 INCYCEC3 INCYCEC4<br />
The CNC activates this mark when executing a block or moving an axis.<br />
M RAPIDC1<br />
RAPID<br />
RAPIDC2 RAPIDC3 RAPIDC4<br />
The CNC channel activates this mark when executing a rapid traverse movement (G0).<br />
M ZEROC1<br />
ZERO<br />
ZEROC2 ZEROC3 ZEROC4<br />
The CNC channel activates this mark when searching home (G74).













