8 - Kohler Engines
8 - Kohler Engines
8 - Kohler Engines

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Kurbelgehäuse<br />
HINWEIS: Einige CV25-Motoren sind mit POWER-<br />
BORE-Zylindern ausgestattet. Diese<br />
wurden mit einer speziellen, patentierten<br />
Nickel-Silikon-Beschichtung versehen und<br />
zeichnen sich durch höhere Leistung,<br />
ausgezeichnete Ölabstreifung, verringerte<br />
Abgasemission und praktisch unbegrenzte<br />
Lebensdauer aus. POWER-BORE-<br />
Zylinder können nicht (wie in der folgenden<br />
Beschreibung) nachbearbeitet oder geschliffen<br />
werden. Wenn eine beschichtete<br />
Zylinderbohrung beschädigt ist oder nicht<br />
mehr den Spezifikationen entspricht,<br />
verwenden Sie zur Reparatur des Motors<br />
einen neuen Mini- oder Shortblock. Befolgen<br />
Sie diese Schritte bei Kurbelgehäusen<br />
mit gusseisernen Laufbüchsen.<br />
Inspektion und Wartung<br />
Überprüfen Sie alle Dichtungsflächen, um<br />
sicherzustellen, dass sie frei von Dichtungsresten sind.<br />
Ebenso wenig dürfen sich tiefe Kratzer oder<br />
Einkerbungen auf ihnen befinden.<br />
Untersuchen Sie die Zylinderbohrung auf Kratzer. In<br />
schweren Fällen kann unverbrannter Kraftstoff zu Abrieb<br />
und Rissen an der Zylinderwand führen. Dabei wird das<br />
erforderliche Schmieröl von Kolben und Zylinderwand<br />
abgespült. Wenn reiner Kraftstoff an der Zylinderwand<br />
hinabläuft, treten die Kolbenringe in metallischen<br />
Kontakt mit der Wand. Ein Verkratzen der Zylinderwand<br />
kann ebenfalls durch heiße Stellen aufgrund<br />
zugesetzter Kühlrippen oder durch unpassendes bzw.<br />
verschmutztes Schmiermittel entstehen.<br />
Wenn die Zylinderbohrung stark verkratzt, übermäßig<br />
verschlissen, konisch oder unrund ist, muss eine<br />
Nachbearbeitung erfolgen. Ermitteln Sie den Verschleiß<br />
mit einem Innenmikrometer (siehe „Spezifikationen,<br />
Toleranzen und spezielle Drehmomentwerte“ in Abschnitt<br />
1). Wählen Sie anschließend die nächstpassende<br />
Übergröße mit 0,25 mm oder 0,5 mm aus. Eine Nachbearbeitung<br />
auf eine dieser Übergrößen ermöglicht die<br />
Nutzung eines verfügbaren Übermaßkolbens und von<br />
Ringen. Führen Sie die Nachbearbeitung zuerst mit einer<br />
Bohrstange aus. Führen Sie beim anschließenden<br />
Honen des Zylinders die folgenden Schritte aus.<br />
Honen<br />
Wenngleich die meisten handelsüblichen<br />
Zylinderhonahlen mit entweder Handbohrern oder Tischbohrmaschinen<br />
genutzt werden können, wird die Verwendung<br />
einer langsam drehenden Tischbohrmaschine<br />
empfohlen, da diese eine genauere Ausrichtung der<br />
Bohrung im Verhältnis zu den Kurbelwellenbohrungen<br />
Abschnitt 10<br />
Inspektion und Instandsetzung<br />
ermöglicht. Als optimale Schleifgeschwindigkeit gelten<br />
250 U/min bei 60 Hüben pro Minute. Gehen Sie nach dem<br />
Einsetzen rauher Schleifsteine in die Honahle wie folgt vor:<br />
1. Führen Sie die Honahle in die Bohrung ein.<br />
Justieren Sie sie nach dem Zentrieren so, dass die<br />
Schleifsteine an der Zylinderwand anliegen. Der<br />
Einsatz einer handelsüblichen<br />
Schneidkühlflüssigkeit wird empfohlen.<br />
2. Richten Sie die Unterkante der Schleifsteine am<br />
Bohrungsrand aus. Starten Sie daraufhin den Bohrund<br />
Schleifvorgang. Bewegen Sie die Honahle<br />
beim Aufbohren auf und ab, um eine Gratbildung<br />
zu verhindern. Überprüfen Sie die Abmessungen<br />
regelmäßig.<br />
HINWEIS: <strong>Kohler</strong>-Kolben werden bei der Herstellung an<br />
die genauen Toleranzwerte angepasst. Bei<br />
der Überdimensionierung eines Zylinders<br />
sollte dieser exakt auf 0,25 mm oder 0,5 mm<br />
über dem neuen Durchmesser gebracht<br />
werden (Abschnitt 1). Der entsprechende<br />
<strong>Kohler</strong>-Ersatzkolben passt dadurch optimal.<br />
3. Wenn die Bohrungsabmessungen um 0,064 mm<br />
von der gewünschten Größe abweichen, ersetzen<br />
Sie die rauhen Schleifsteine durch Glättungssteine.<br />
Arbeiten Sie mit den Glättungssteinen, bis<br />
die Bohrungsgröße um 0,013 mm vom Vorgabemaß<br />
abweicht. Verwenden Sie nun Poliersteine<br />
(Körnung 220-280) und bringen Sie die Bohrung auf<br />
die gewünschte Größe. Nach korrekt ausgeführtem<br />
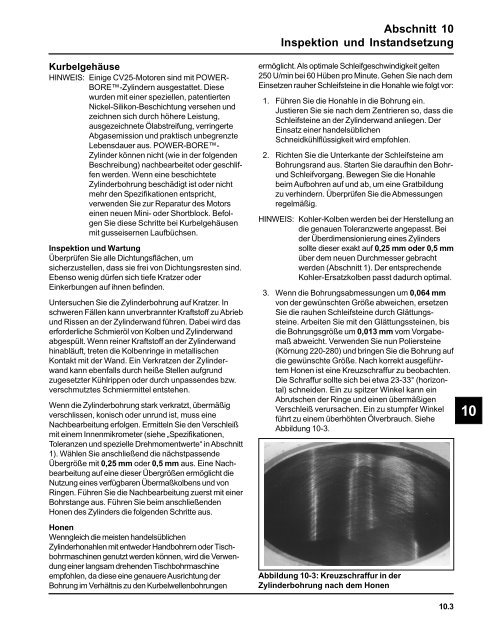
Honen ist eine Kreuzschraffur zu beobachten.<br />
Die Schraffur sollte sich bei etwa 23-33° (horizontal)<br />
schneiden. Ein zu spitzer Winkel kann ein<br />
Abrutschen der Ringe und einen übermäßigen<br />
Verschleiß verursachen. Ein zu stumpfer Winkel<br />
führt zu einem überhöhten Ölverbrauch. Siehe<br />
Abbildung 10-3.<br />
Abbildung 10-3: Kreuzschraffur in der<br />
Zylinderbohrung nach dem Honen<br />
10.3<br />
10