


Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
RESEARCH<br />
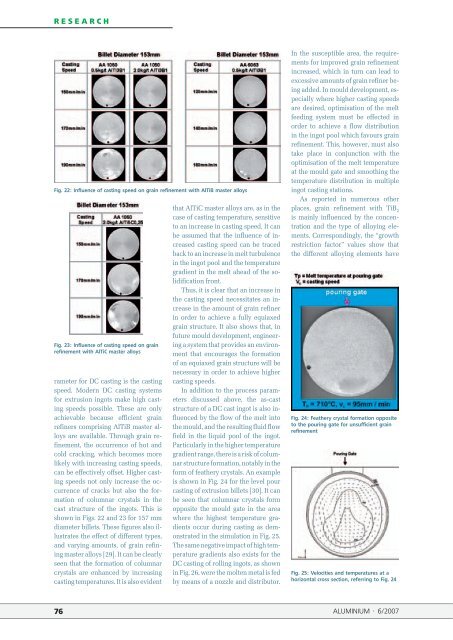
Fig. 22: Influence of casting speed on grain refinement with AlTiB master alloys<br />
Fig. 23: Influence of casting speed on grain<br />
refinement with AlTiC master alloys<br />
rameter for DC casting is the casting<br />
speed. Mo<strong>de</strong>rn DC casting systems<br />
for extrusion ingots make high casting<br />
speeds possible. These are only<br />
achievable because efficient grain<br />
refiners comprising AlTiB master alloys<br />
are available. Through grain refinement,<br />
the occurrence of hot and<br />
cold cracking, which becomes more<br />
likely with increasing casting speeds,<br />
can be effectively offset. Higher casting<br />
speeds not only increase the occurrence<br />
of cracks but also the formation<br />
of columnar crystals in the<br />
cast structure of the ingots. This is<br />
shown in Figs. 22 and 23 for 157 mm<br />
diameter billets. These figures also illustrates<br />
the effect of different types,<br />
and varying amounts, of grain refining<br />
master alloys [29]. It can be clearly<br />
seen that the formation of columnar<br />
crystals are enhanced by increasing<br />
casting temperatures. It is also evi<strong>de</strong>nt<br />
that AlTiC master alloys are, as in the<br />
case of casting temperature, sensitive<br />
to an increase in casting speed. It can<br />
be assumed that the influence of increased<br />
casting speed can be traced<br />
back to an increase in melt turbulence<br />
in the ingot pool and the temperature<br />
gradient in the melt ahead of the solidification<br />
front.<br />
Thus, it is clear that an increase in<br />
the casting speed necessitates an increase<br />
in the amount of grain refiner<br />
in or<strong>de</strong>r to achieve a fully equiaxed<br />
grain structure. It also shows that, in<br />
future mould <strong>de</strong>velopment, engineering<br />
a system that provi<strong>de</strong>s an environment<br />
that encourages the formation<br />
of an equiaxed grain structure will be<br />
necessary in or<strong>de</strong>r to achieve higher<br />
casting speeds.<br />
In addition to the process parameters<br />
discussed above, the as-cast<br />
structure of a DC cast ingot is also influenced<br />
by the flow of the melt into<br />
the mould, and the resulting fluid flow<br />
field in the liquid pool of the ingot.<br />
Particularly in the higher temperature<br />
gradient range, there is a risk of columnar<br />
structure formation, notably in the<br />
form of feathery crystals. An example<br />
is shown in Fig. 24 for the level pour<br />
casting of extrusion billets [30]. It can<br />
be seen that columnar crystals form<br />
opposite the mould gate in the area<br />
where the highest temperature gradients<br />
occur during casting as <strong>de</strong>monstrated<br />
in the simulation in Fig. 25.<br />
The same negative impact of high temperature<br />
gradients also exists for the<br />
DC casting of rolling ingots, as shown<br />
in Fig. 26, were the molten metal is fed<br />
by means of a nozzle and distributor.<br />
In the susceptible area, the requirements<br />
for improved grain refinement<br />
increased, which in turn can lead to<br />
excessive amounts of grain refiner being<br />
ad<strong>de</strong>d. In mould <strong>de</strong>velopment, e<strong>special</strong>ly<br />
where higher casting speeds<br />
are <strong>de</strong>sired, optimisation of the melt<br />
feeding system must be effected in<br />
or<strong>de</strong>r to achieve a flow distribution<br />
in the ingot pool which favours grain<br />
refinement. This, however, must also<br />
take place in conjunction with the<br />
optimisation of the melt temperature<br />
at the mould gate and smoothing the<br />
temperature distribution in multiple<br />
ingot casting stations.<br />
As reported in numerous other<br />
places, grain refinement with TiB 2<br />
is mainly influenced by the concentration<br />
and the type of alloying elements.<br />
Correspondingly, the “growth<br />
restriction factor” values show that<br />
the different alloying elements have<br />
Fig. 24: Feathery crystal formation opposite<br />
to the pouring gate for unsufficient grain<br />
refinement<br />
Fig. 25: Velocities and temperatures at a<br />
horizontal cross section, referring to Fig. 24<br />
76 ALUMINIUM · 6/2007














