


Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
The die lubrication phase has a<br />
<strong>de</strong>terminant role on both production<br />
rate and production quality.<br />
Water-based release agents are<br />
sprayed to remove most of the<br />
heat <strong>de</strong>riving from aluminium<br />
cooling and solidification, which<br />
amounts to about 250 Kcal per<br />
kilogramme of alloy. These create<br />
a film on the die cavity which<br />
facilitates aluminium flow and<br />
reduces the physical-chemical<br />
adhesion effect. The “sticking” effect<br />
of aluminium on steel is well<br />
known and becomes more evi<strong>de</strong>nt<br />
as the metal temperature, speed<br />
and final pressure increase. This<br />
is also known as “metallization”.<br />
The present paper <strong>de</strong>scribes the<br />
results achieved “on site” with<br />
the “Smart Lubrication System”<br />
(SLS) technology: a die lubrication<br />
control system according to the<br />
surface temperature.<br />
During die filling, excess amounts of<br />
release agents <strong>de</strong>velop gas that causes<br />
casting porosity and can cool the die<br />
excessively during heating, so increasing<br />
the reject rate.<br />
At production start up when the<br />
die is in the warm-up phase, the optimum<br />
solution is to use release agents<br />
with specific low heat and high lubrication<br />
capacity, and to be able to<br />
vary the spray time during production<br />
as a function of the die temperature<br />
variations when the machine is in full<br />
operation. During production the die<br />
temperature should remain uniform<br />
all over the surface area, and with the<br />
same cycle time, but in reality this is<br />
<strong>de</strong>termined by the down-times due<br />
to various reasons, and by variations<br />
caused by other factors such as metal<br />
temperature, cooling water temperature,<br />
and in some cases also environmental<br />
conditions.<br />
The use of die thermo-regulators<br />
has increased, but the excess quantity<br />
of 250 Kcal to be extracted from the die<br />
ALUMINIUM · 6/2007<br />
per kg of cast alloy is removed by the<br />
release agents sprayed on the die surface.<br />
The cooling channels in the die<br />
have geometrical restrictions due to<br />
the shape of the cavity, the presence of<br />
ejectors and the need not to pass near<br />
the cavity surface, in or<strong>de</strong>r to avoid<br />
premature fracture of the inserts.<br />
To obtain fast production cycles<br />
there must be high cooling capacities<br />
and therefore high fluid flows at low<br />
temperature, but this can cause fracture<br />
due to the temperature gradient.<br />
The hot steels with 5% Cr used<br />
for inserts are poor heat conductors.<br />
Thus, the temperature difference<br />
between the surface in contact with<br />
the cast metal and where the cooling<br />
channels extend generates stretching<br />
due to thermal expansion.<br />
The most critical phase for die<br />
life occurs during cooling, when the<br />
water based-release agents nebulize<br />
on the hot surface of the cavities,<br />
because of high tensile stress due to<br />
the contraction of superficial layers<br />
relative to the un<strong>de</strong>rlying part, which<br />
cools much more slowly because of<br />
the reduced thermal conductivity. It is<br />
known that the tensile breaking load<br />
is lower compared to the compression<br />
and fatigue strength. This shows<br />
that die pre-heating is important for<br />
RESEARCH<br />
Smart Lubrication System<br />
Die lubrication control system according to<br />
the surface temperature<br />
L. Baraldi, R. Boni, Italy<br />
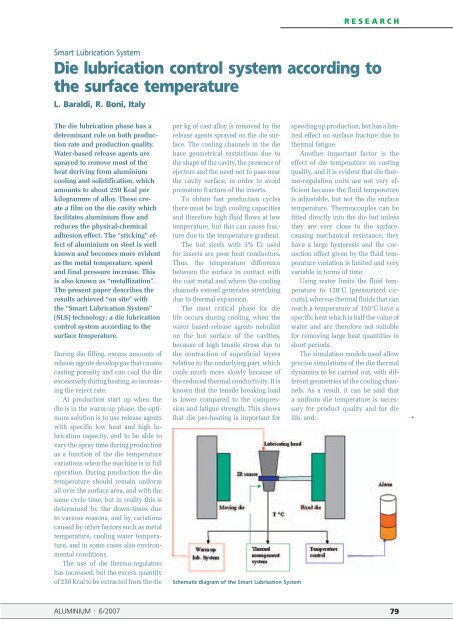
Schematic diagram of the Smart Lubrication System<br />
speeding up production, but has a limited<br />
effect on surface fracture due to<br />
thermal fatigue.<br />
Another important factor is the<br />
effect of die temperature on casting<br />
quality, and it is evi<strong>de</strong>nt that die thermo-regulation<br />
units are not very efficient<br />
because the fluid temperature<br />
is adjustable, but not the die surface<br />
temperature. Thermocouples can be<br />
fitted directly into the die but unless<br />
they are very close to the surface,<br />
causing mechanical resistance, they<br />
have a large hysteresis and the correction<br />
effect given by the fluid temperature<br />
variation is limited and very<br />
variable in terms of time.<br />
Using water limits the fluid temperature<br />
to 120°C (pressurized circuits),<br />
whereas thermal fluids that can<br />
reach a temperature of 350°C have a<br />
specific heat which is half the value of<br />
water and are therefore not suitable<br />
for removing large heat quantities in<br />
short periods.<br />
The simulation mo<strong>de</strong>ls used allow<br />
precise simulations of the die thermal<br />
dynamics to be carried out, with different<br />
geometries of the cooling channels.<br />
As a result, it can be said that<br />
a uniform die temperature is necessary<br />
for product quality and for die<br />
life, and:<br />
79<br />
�














