


Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
RESEARCH<br />
• the cavity surface temperature<br />
is the most important because it<br />
is subject to important thermal<br />
cycles,<br />
• the most important factors for<br />
removing heat from the die are<br />
to spray release agents and to<br />
keep a thermal balance.<br />
Experimental: “Smart Lubrication<br />
System” Technology<br />
To allow die casters to satisfy the<br />
above conditions and to provi<strong>de</strong> an<br />
efficient <strong>de</strong>vice that can be used in<br />
difficult foundry environments, Idra,<br />
Baraldi and Venezia Tecnologie have<br />
<strong>de</strong>veloped a system that monitors the<br />
die surface temperature by means of<br />
infrared rays, with the necessary protection<br />
to allow use near the die, and<br />
with an acquisition system and software<br />
for processing data and using it<br />
for the lubrication cycle.<br />
The monitored temperature is used<br />
to control the lubrication circuit that<br />
nebulizes oil at low temperature during<br />
production start-up and after cycle<br />
interruptions that exceed a certain<br />
period of time, as well as to modify<br />
lubrication time during production<br />
when die temperature variations occur<br />
that exceed the set tolerances.<br />
In traditional operation, oil spraying<br />
at start up and injections at low<br />
speed and low pressure are carried out<br />
manually by the operator. The number<br />
of castings for warm-up, and above all<br />
those after cycle interruptions, account<br />
for a significant percentage of<br />
the total machine scrap when producing<br />
difficult castings. Management of<br />
the transition phases generates important<br />
economical advantages.<br />
A comparison is shown below<br />
between traditional warm-up values<br />
and the values obtained using the SLS<br />
system, working in an important Italian<br />
foundry that has a well structured<br />
operational situation with processes<br />
and training given to operators. Testing<br />
protocols have been <strong>de</strong>termined,<br />
which monitor the transition surface<br />
temperature from low speed/pressure<br />
to 290° to 300°C, during the production<br />
of five castings with simulated<br />
stop and die cooling using the lubricator<br />
and re-start cycle.<br />
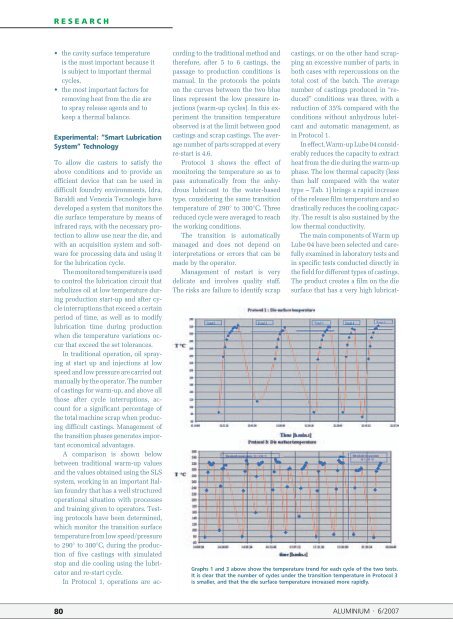
In Protocol 1, operations are ac-<br />
cording to the traditional method and<br />
therefore, after 5 to 6 castings, the<br />
passage to production conditions is<br />
manual. In the protocols the points<br />
on the curves between the two blue<br />
lines represent the low pressure injections<br />
(warm-up cycles). In this experiment<br />
the transition temperature<br />
observed is at the limit between good<br />
castings and scrap castings. The average<br />
number of parts scrapped at every<br />
re-start is 4.6.<br />
Protocol 3 shows the effect of<br />
monitoring the temperature so as to<br />
pass automatically from the anhydrous<br />
lubricant to the water-based<br />
type, consi<strong>de</strong>ring the same transition<br />
temperature of 290° to 300°C. Three<br />
reduced cycle were averaged to reach<br />
the working conditions.<br />
The transition is automatically<br />
managed and does not <strong>de</strong>pend on<br />
interpretations or errors that can be<br />
ma<strong>de</strong> by the operator.<br />
Management of restart is very<br />
<strong>de</strong>licate and involves quality staff.<br />
The risks are failure to i<strong>de</strong>ntify scrap<br />
castings, or on the other hand scrapping<br />
an excessive number of parts, in<br />
both cases with repercussions on the<br />
total cost of the batch. The average<br />
number of castings produced in “reduced”<br />
conditions was three, with a<br />
reduction of 35% compared with the<br />
conditions without anhydrous lubricant<br />
and automatic management, as<br />
in Protocol 1.<br />
In effect, Warm-up Lube 04 consi<strong>de</strong>rably<br />
reduces the capacity to extract<br />
heat from the die during the warm-up<br />
phase. The low thermal capacity (less<br />
than half compared with the water<br />
type – Tab. 1) brings a rapid increase<br />
of the release film temperature and so<br />
drastically reduces the cooling capacity.<br />
The result is also sustained by the<br />
low thermal conductivity.<br />
The main components of Warm up<br />
Lube 04 have been selected and carefully<br />
examined in laboratory tests and<br />
in specific tests conducted directly in<br />
the field for different types of castings.<br />
The product creates a film on the die<br />
surface that has a very high lubricat-<br />
Graphs 1 and 3 above show the temperature trend for each cycle of the two tests.<br />
It is clear that the number of cycles un<strong>de</strong>r the transition temperature in Protocol 3<br />
is smaller, and that the die surface temperature increased more rapidly.<br />
80 ALUMINIUM · 6/2007














