

Handbuch - Suter Swiss-Composite Group
Handbuch - Suter Swiss-Composite Group
Handbuch - Suter Swiss-Composite Group

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
1<br />
Ecken ausrunden und verstärken<br />
Das Verstärkungsgewebe, meist aus Glas, hat eine gewisse Rückstellkraft<br />
und läßt sich daher nicht in scharfe Ecken legen. Es hat die Tendenz, sich<br />
immer wieder abzulösen, was zu einer Blasenbildung führt. Es ist also<br />
notwendig, scharfe Innenkanten vor dem Laminieren auszurunden.<br />
Für die Herstellung einer Hohlkehle eignet sich ein<br />
dicker Brei aus Epoxydharz und Glasfaserschnitzel +<br />
Baumwollflocken. Wenn gleichzeitig eine höhere<br />
Belastbarkeit erwünscht ist, können auch Glas-,<br />
Aramid- oder Kohlerovings eingelegt werden.<br />
Sehr leichte Füllmassen (Dichte um 0,5 g/cm 3 ) erhält<br />
man bei Verwendung von Glass-Bubbles (Microglashohlkugeln).<br />
Durch zusätzliches Eindicken mit<br />
Baumwollflocken oder Thixotropiermittel kann der<br />
Kugellagereffekt und damit das Ablaufen der Mischung<br />
vermieden werden.<br />
Laminataufbau<br />
Nachdem die Vorarbeiten abgeschlossen sind, kann mit dem eigentlichen<br />
Laminieren begonnen werden.<br />
Vorher noch einige Bemerkungen zum Material:<br />
Neben der Anzahl der verschiedenen Gewebelagen sollte auch die Faserrichtung<br />
den auftretenden Belastungen angepaßt sein. Der Vorteil von faserverstärkten<br />
Kunststoffen liegt ja gerade darin, daß die größte Festigkeit immer in Richtung<br />
der Faser erzielt wird. Der Konstrukteur ist damit in der Lage, die Festigkeit<br />
eines Bauteils durch entsprechende Faserorientierung zu gestalten.<br />
Ein "normales" Verstärkungsgewebe hat zwei Faserrichtungen, die Kette<br />
(Längsrichtung) und den Schuß (Querrichtung). Die Filamente kreuzen sich im<br />
rechten Winkel, liegen also senkrecht und waagrecht. In diesen beiden<br />
Richtungen ist die Festigkeit des Gewebes hoch. Wird Gewebe z.B. unter<br />
einem Winkel von 45° (diagonal) eingelegt und auf Zug und Druck belastet, ist<br />
die Festigkeit und Steifigkeit geringer als bei einer rechtwinkligen Ausrichtung.<br />
Wird ein unter 45° eingelegtes Gewebe allerdings auf Verdrehung (Torsion)<br />
belastet, liegen die Fasern in diesem Fall in Richtung der Belastung und<br />
erfüllen ihren Zweck optimal.<br />
Wird hohe Biegefestigkeit in eine Vorzugsrichtung gefordert, kann ein<br />
unidirektionales Gewebe verwendet werden, bei dem etwa 90% der Fasern in<br />
Längsrichtung verlaufen.<br />
Selbstverständlich lassen sich für die verschiedenen Belastungen auch<br />
verschiedene Gewebelagen einbringen, um die Festigkeit zu optimieren.<br />
Das Laminieren<br />
Unter Laminieren verstehen wir das schichtweise Einbringen von Verstärkungsgewebe<br />
von Hand (Handlaminieren). Dabei wird zuerst das Gewebe auf<br />
die richtige Größe zugeschnitten. Oft lohnt sich die Herstellung einer<br />
Kartonschablone.<br />
Die mit einer Deckschicht versehene Form wird mit Harz eingestrichen und<br />
Gewebe aufgelegt. Nun wird laminiert, also das Gewebe mit dem darunterliegenden<br />
Harzanstrich getränkt.<br />
Das Harz wird vorzugsweise von unten nach oben durch das Gewebe gearbeitet.<br />
Dies ergibt eine optimale Tränkung ohne Lufteinschlüsse.<br />
Die sorgfältige Benetzung läßt sich bei Glasgeweben optisch leicht<br />
kontrollieren: nicht getränkte Stellen erscheinen weiß, richtig getränkte Stellen<br />
transparent.<br />
1.94<br />
FORMENBAU MIT GFK<br />
MOULD CONSTRUCTION WITH GRP<br />
Neckar-Verlag<br />
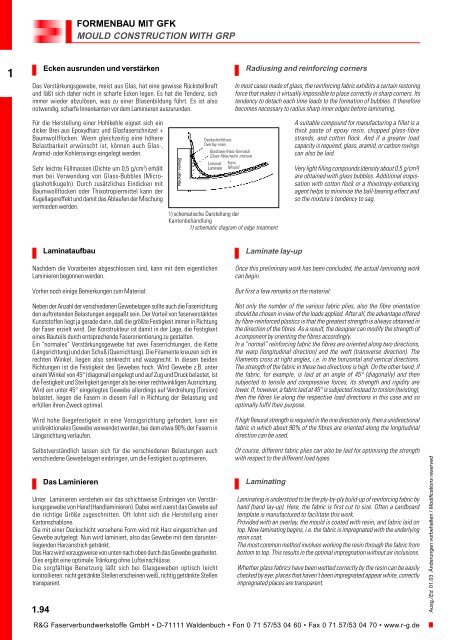
Deckschichtharz<br />
Overlay resin<br />
Glasfaser/Harz-Gemisch<br />
Glass-fibre/resin mixture<br />
Laminat<br />
Laminate<br />
1) schematische Darstellung der<br />
Kantenbehandlung<br />
1) schematic diagram of edge treatment<br />
R&G Faserverbundwerkstoffe GmbH D-71111 Waldenbuch Fon 0 71 57/53 04 60 Fax 0 71 57/53 04 70 www.r-g.de<br />
Form<br />
Mould<br />
Radiusing and reinforcing corners<br />
In most cases made of glass, the reinforcing fabric exhibits a certain restoring<br />
force that makes it virtually impossible to place correctly in sharp corners. Its<br />
tendency to detach each time leads to the formation of bubbles. It therefore<br />
becomes necessary to radius sharp inner edges before laminating.<br />
Laminate lay-up<br />
A suitable compound for manufacturing a fillet is a<br />
thick paste of epoxy resin, chopped glass-fibre<br />
strands, and cotton flock. And if a greater load<br />
capacity is required, glass, aramid, or carbon rovings<br />
can also be laid.<br />
Very light filling compounds (density about 0.5 g/cm³)<br />
are obtained with glass bubbles. Additional inspissation<br />
with cotton flock or a thixotropy-enhancing<br />
agent helps to minimise the ball-bearing effect and<br />
so the mixture’s tendency to sag.<br />
Once this preliminary work has been concluded, the actual laminating work<br />
can begin.<br />
But first a few remarks on the material:<br />
Not only the number of the various fabric plies, also the fibre orientation<br />
should be chosen in view of the loads applied. After all, the advantage offered<br />
by fibre-reinforced plastics is that the greatest strength is always obtained in<br />
the direction of the fibres. As a result, the designer can modify the strength of<br />
a component by orienting the fibres accordingly.<br />
In a “normal” reinforcing fabric the fibres are oriented along two directions,<br />
the warp (longitudinal direction) and the weft (transverse direction). The<br />
filaments cross at right angles, i.e. in the horizontal and vertical directions.<br />
The strength of the fabric in these two directions is high. On the other hand, if<br />
the fabric, for example, is laid at an angle of 45° (diagonally) and then<br />
subjected to tensile and compressive forces, its strength and rigidity are<br />
lower. If, however, a fabric laid at 45° is subjected instead to torsion (twisting),<br />
then the fibres lie along the respective load directions in this case and so<br />
optimally fulfil their purpose.<br />
If high flexural strength is required in the one direction only, then a unidirectional<br />
fabric in which about 90% of the fibres are oriented along the longitudinal<br />
direction can be used.<br />
Of course, different fabric plies can also be laid for optimising the strength<br />
with respect to the different load types.<br />
Laminating<br />
Laminating is understood to be the ply-by-ply build-up of reinforcing fabric by<br />
hand (hand lay-up). Here, the fabric is first cut to size. Often a cardboard<br />
template is manufactured to facilitate this work.<br />
Provided with an overlay, the mould is coated with resin, and fabric laid on<br />
top. Now laminating begins, i.e. the fabric is impregnated with the underlying<br />
resin coat.<br />
The most common method involves working the resin through the fabric from<br />
bottom to top. This results in the optimal impregnation without air inclusions.<br />
Whether glass fabrics have been wetted correctly by the resin can be easily<br />
checked by eye: places that haven’t been impregnated appear white, correctly<br />
impregnated places are transparent.<br />
Ausg./Ed. 01.03 Änderungen vorbehalten / Modifications reserved














