

antriebstechnik 4/2018
antriebstechnik 4/2018
antriebstechnik 4/2018
- TAGS
- antriebstechnik

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
GETRIEBE UND GETRIEBEMOTOREN<br />
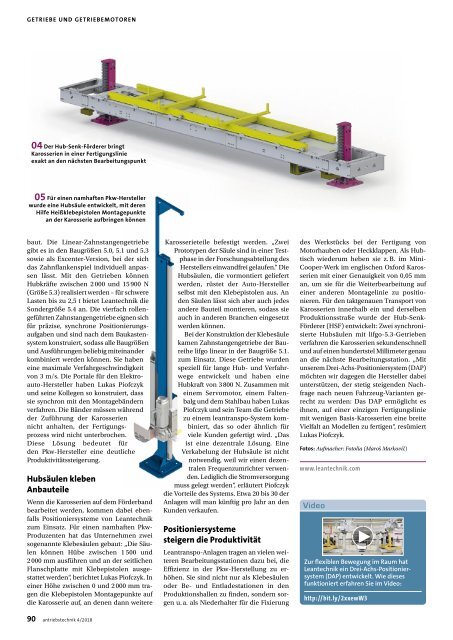
04 Der Hub-Senk-Förderer bringt<br />
Karosserien in einer Fertigungslinie<br />
exakt an den nächsten Bearbeitungspunkt<br />
05 Für einen namhaften Pkw-Hersteller<br />
wurde eine Hubsäule entwickelt, mit deren<br />
Hilfe Heißklebepistolen Montagepunkte<br />
an der Karosserie aufbringen können<br />
baut. Die Linear-Zahnstangengetriebe<br />
gibt es in den Baugrößen 5.0, 5.1 und 5.3<br />
sowie als Excenter-Version, bei der sich<br />
das Zahnflankenspiel individuell anpassen<br />
lässt. Mit den Getrieben können<br />
Hubkräfte zwischen 2 000 und 15 900 N<br />
(Größe 5.3) realisiert werden – für schwere<br />
Lasten bis zu 2,5 t bietet Leantechnik die<br />
Sondergröße 5.4 an. Die vierfach rollengeführten<br />
Zahnstangengetriebe eignen sich<br />
für präzise, synchrone Positionierungsaufgaben<br />
und sind nach dem Baukastensystem<br />
konstruiert, sodass alle Baugrößen<br />
und Ausführungen beliebig miteinander<br />
kombiniert werden können. Sie haben<br />
eine maximale Verfahrgeschwindigkeit<br />
von 3 m/s. Die Portale für den Elektroauto-Hersteller<br />
haben Lukas Piofczyk<br />
und seine Kollegen so konstruiert, dass<br />
sie synchron mit den Montagebändern<br />
verfahren. Die Bänder müssen während<br />
der Zu führung der Karosserien<br />
nicht anhalten, der Fertigungsprozess<br />
wird nicht unterbrochen.<br />
Diese Lösung bedeutet für<br />
den Pkw-Hersteller eine deutliche<br />
Produktivitätssteigerung.<br />
Hubsäulen kleben<br />
Anbauteile<br />
Wenn die Karosserien auf dem Förderband<br />
bearbeitet werden, kommen dabei ebenfalls<br />
Positioniersysteme von Leantechnik<br />
zum Einsatz. Für einen namhaften Pkw-<br />
Produzenten hat das Unternehmen zwei<br />
sogenannte Klebesäulen gebaut: „Die Säulen<br />
können Hübe zwischen 1 500 und<br />
2 000 mm ausführen und an der seitlichen<br />
Flanschplatte mit Klebepistolen ausgestattet<br />
werden“, berichtet Lukas Piofczyk. In<br />
einer Höhe zwischen 0 und 2 000 mm tragen<br />
die Klebepistolen Montagepunkte auf<br />
die Karosserie auf, an denen dann weitere<br />
Karosserieteile befestigt werden. „Zwei<br />
Prototypen der Säule sind in einer Testphase<br />
in der Forschungsabteilung des<br />
Herstellers einwandfrei gelaufen.“ Die<br />
Hubsäulen, die vormontiert geliefert<br />
werden, rüstet der Auto-Hersteller<br />
selbst mit den Klebepistolen aus. An<br />
den Säulen lässt sich aber auch jedes<br />
andere Bauteil montieren, sodass sie<br />
auch in anderen Branchen eingesetzt<br />
werden können.<br />
Bei der Konstruktion der Klebesäule<br />
kamen Zahnstangengetriebe der Baureihe<br />
lifgo linear in der Baugröße 5.1.<br />
zum Einsatz. Diese Getriebe wurden<br />
speziell für lange Hub- und Verfahrwege<br />
entwickelt und haben eine<br />
Hubkraft von 3 800 N. Zusammen mit<br />
einem Servomotor, einem Faltenbalg<br />
und dem Stahlbau haben Lukas<br />
Piofczyk und sein Team die Getriebe<br />
zu einem leantranspo-System kombiniert,<br />
das so oder ähnlich für<br />
viele Kunden gefertigt wird. „Das<br />
ist eine dezentrale Lösung. Eine<br />
Verkabelung der Hubsäule ist nicht<br />
notwendig, weil wir einen dezentralen<br />
Frequenzumrichter verwenden.<br />
Lediglich die Stromversorgung<br />
muss gelegt werden“, erläutert Piofczyk<br />
die Vorteile des Systems. Etwa 20 bis 30 der<br />
Anlagen will man künftig pro Jahr an den<br />
Kunden verkaufen.<br />
Positioniersysteme<br />
steigern die Produktivität<br />
Leantranspo-Anlagen tragen an vielen weiteren<br />
Bearbeitungsstationen dazu bei, die<br />
Effizienz in der Pkw-Herstellung zu erhöhen.<br />
Sie sind nicht nur als Klebesäulen<br />
oder Be- und Entladestationen in den<br />
Produk tionshallen zu finden, sondern sorgen<br />
u. a. als Niederhalter für die Fixierung<br />
des Werkstücks bei der Fertigung von<br />
Motorhauben oder Heckklappen. Als Hubtisch<br />
wiederum heben sie z. B. im Mini-<br />
Cooper-Werk im englischen Oxford Karosserien<br />
mit einer Genauigkeit von 0,05 mm<br />
an, um sie für die Weiterbearbeitung auf<br />
einer anderen Montagelinie zu positionieren.<br />
Für den taktgenauen Transport von<br />
Karosserien innerhalb ein und derselben<br />
Produktionsstraße wurde der Hub-Senk-<br />
Förderer (HSF) entwickelt: Zwei synchronisierte<br />
Hubsäulen mit lifgo-5.3-Getrieben<br />
verfahren die Karosserien sekundenschnell<br />
und auf einen hundertstel Millimeter genau<br />
an die nächste Bearbeitungsstation. „Mit<br />
unserem Drei-Achs-Positioniersystem (DAP)<br />
möchten wir dagegen die Hersteller dabei<br />
unterstützen, der stetig steigenden Nachfrage<br />
nach neuen Fahrzeug-Varianten gerecht<br />
zu werden: Das DAP ermöglicht es<br />
ihnen, auf einer einzigen Fertigungslinie<br />
mit wenigen Basis-Karosserien eine breite<br />
Vielfalt an Modellen zu fertigen“, resümiert<br />
Lukas Piofczyk.<br />
Fotos: Aufmacher: Fotolia (Maroš Markovič)<br />
www.leantechnik.com<br />
Video<br />
Zur flexiblen Bewegung im Raum hat<br />
Leantechnik ein Drei-Achs-Positioniersystem<br />
(DAP) entwickelt. Wie dieses<br />
funktioniert erfahren Sie im Video:<br />
http://bit.ly/2xxewW3<br />
90 <strong>antriebstechnik</strong> 4/<strong>2018</strong>














