Third Day Poster Session, 17 June 2010 - NanoTR-VI
Third Day Poster Session, 17 June 2010 - NanoTR-VI
Third Day Poster Session, 17 June 2010 - NanoTR-VI

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
P<br />
P tilt<br />
P and<br />
P edition<br />
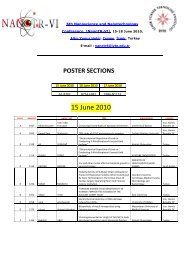
<strong>Poster</strong> <strong>Session</strong>, Thursday, <strong>June</strong> <strong>17</strong><br />
Theme F686 - N1123<br />
Fabrication of Surface Nano-composite Layer on Mild Steel Using Friction Stir Processing Technique<br />
1<br />
1<br />
A. AbediP<br />
US.F.Kashani-BozorgUP P*<br />
1<br />
PSchool of Metallurgy and Materials Engineering, University College of Engineering, University of Tehran, Tehran, Iran<br />
Abstract-Friction stir processing technique was employed for the fabrication of surface nano-composite layers on a mild steel substrate. The SiC<br />
powder was inserted into the groove which was passed by the hardened rotating tool. Optimizing the rate of tool rotation/advancing speed and<br />
depth of the groove resulted in surface nano-composite layer with uniform dispersion of nano-size SiC particulates. The fabricated surface nanocomposite<br />
layer showed to have a maximum micro hardness value of ~480HV compared to ~136HV of the untreated substrate.<br />
Mild steel is used as a structural material in the industry and<br />
construction. However, the wear resistance property of mild<br />
steel is considered to be poor in certain applications.<br />
Dispersion of hard ceramic particles in the metallic matrix has<br />
received considerable interest due to improvement of strength,<br />
stiffness and wears resistance as compared to the monolithic<br />
counterparts [1]. Friction stir processing (FSP) is a solid state<br />
technique for the fabrication of surface composite layer. In<br />
FSP, a rotating tool consisting of a shoulder and a probe is<br />
plunged into a work piece and then travels in the expected<br />
direction. The tool serves two primary functions: heating and<br />
deforming the material. After extreme levels of plastic<br />
deformation and thermal exposure, the processed zone<br />
normally exhibits significant microstructural refinement [2]. In<br />
comparison with other surface modification techniques (high<br />
energy laser treatment, plasma spraying, etc), FSP is carried<br />
out at the temperatures below melting point of substrate [3]. In<br />
this work, FSP was carried out by high power conventional<br />
miller machine. Mild steel plate with a thickness of 10mm and<br />
nano-size SiC powder with an average size of ~70nm were<br />
used as substrate and reinforcement particulates, respectively.<br />
The tool material has smooth frustum shape; it was made of<br />
WC that inserted to mild steel body. This was applied due to<br />
0<br />
reducing the risk of brittle fracture of WC. A 3P angle was<br />
applied to the tool. For lying SiC nano-particles, a groove with<br />
depth and width of 1.5 and 1 mm was machined thorough the<br />
work pieces, respectively. A “technological hole” was drilled<br />
to mild steel plate in initial of a groove. This hole can ease<br />
process and decrease wear of tool in plunging phases. To<br />
avoid surface oxidation of the FSP zone, argon shielding was<br />
5 3<br />
employed around the tools at a flow rate of 10P PmmP P/sec. In<br />
order to achieve the favorite result, several rotational and<br />
transverse speeds were employed; uniform dispersion nanoparticles<br />
was obtained using 1000 rpm and 55 mm/min as<br />
rotational and advancing speeds, respectively. Microstructural<br />
observations of cross-section of the friction stir processed<br />
zone were performed by scanning electron microscopy.<br />
Samples were prepared by wire cut in 3×1.5×1 cm pieces.<br />
These samples were mechanically ground with abrasive paper<br />
and polished with 3m diamond, and then etched in a solution<br />
consisting of 5ml nitric acid and 95ml ethanol solution. Also<br />
micro hardness was measured by 200gram load for 12s, in 3<br />
mm under surface, transferring the entire stirred zone into base<br />
metal.<br />
Experimental results revealed that a defect-free friction stir<br />
processed zone was obtained at the applied parameters. The<br />
upper surface showed very smooth quality and there are<br />
almost no prominences or dispersion. The friction stir<br />
processed sample displayed several microstructurally distinct<br />
regions including the stir zone along the processed centerline,<br />
heat affected zone (HAZ) surrounding the stir zone and base<br />
metal. Using suitable depth of groove, the SiC particles were<br />
well dispersed within the stir zone as shown in Figure 1. No<br />
discernible defect and porosities were observed.<br />
Figure 1. Secondary electron image of the fabricated nano-composite<br />
surface layer exhibiting uniform dispersion of SiC nano-particles.<br />
If the groove is superficial, a composite layer with low SiC<br />
content is acquired. On the other hand, if a deep groove is<br />
used, clustering of particles is occurred. So depth of the<br />
groove should be selected optimal. Non-uniform distribution<br />
was resulted using relatively high transverse speed. Also<br />
scattering of nano-particles was observed out of the groove<br />
due to high rotational speed. Increase in FSP passes can result<br />
in more dispersion of nano-particles [3]. The microstructure of<br />
stir zone was characterized by the presence of acicular ferrite.<br />
The chaotic arrangement of the plates represents fine grained<br />
interlocking morphologies. Acicular ferrite is formed in the<br />
same temperature range as bainite (approximately 400 to<br />
o<br />
600P PC) by the same type of transformation mechanism [4].<br />
According to the observed microstructure, the major<br />
contributions to the hardness of the surface composite layers<br />
fabricated by FSP are (1) the fine grain size of the Fe-based<br />
matrix due to severe plastic deformation and (2) Orowan<br />
strengthening due to fine dispersion of nano-size SiC particles.<br />
A maximum hardness value of ~480 HV was achieved, while<br />
that of the as-received base metal was ~136 HV.<br />
*Corresponding author: HTfkashani@ut.ac.irT<br />
[1] Clyne T.W., Whithers P.J. Cambridge University Press,<br />
Cambridge, United Kingdom, (1993).<br />
[2] Fujii H., Cui L., Tsuji N., Maeda M., Nakata K. and Nogi K.,<br />
Material science and Engineering A 429,(2006).<br />
[3] Shafiei-Zarghani A, Kashani-Bozorg S. F., and Zarei-Hanzaki A,<br />
Material Science and Engineering A 500, (2009).<br />
nd<br />
[4] Bhadeshia H.K.D.H, “ Bainite in steels”, 2P , Institute of<br />
the materials, London, (2001).<br />
6th Nanoscience and Nanotechnology Conference, zmir, <strong>2010</strong> 748