Benzin und
Benzin und
Benzin und

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
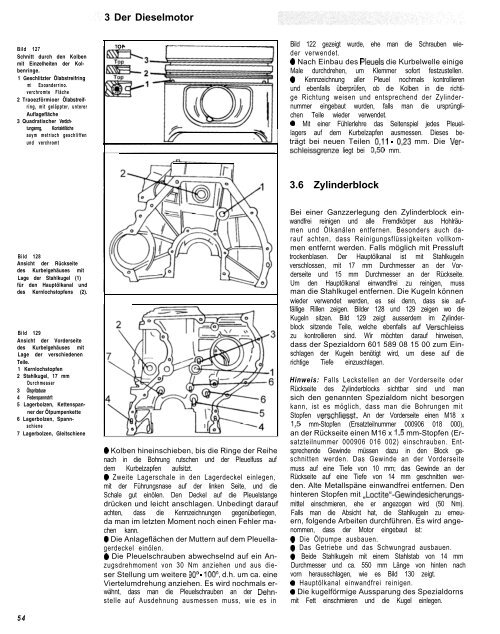
Bild 127<br />
Schnitt durch den Kolben<br />
mit Einzelheiten der Kolbenringe.<br />
1 Geschlitzter Ölabstreifring<br />
mrt Exoanderrino.<br />
verchromte Fläche<br />
2 Traoezförmioer Ölabstreifring,<br />
mit geläppter, unterer<br />
Auflagefläche<br />
3 Quadratischer Verdichtungsnng,<br />
Kontaktiläche<br />
asym metrisch geschliffen<br />
<strong>und</strong> verchromt<br />
Bild 128<br />
Ansicht der Rückseite<br />
des Kurbelgehäuses mit<br />
Lage der Stahlkugel (1)<br />
für den Hauptölkanal <strong>und</strong><br />
des Kernlochstopfens (2).<br />
Bild 129<br />
Ansicht der Vorderseite<br />
des Kurbelgehäuses mit<br />
Lage der verschiedenen<br />
Teile.<br />
1 Kernlochstopfen<br />
2 Stahlkugel, 17 mm<br />
Durchmesser<br />
3 Ölspritzduse<br />
4 Federspannstrft<br />
5 Lagerbolzen, Kettenspanner<br />
der Ölpumpenkette<br />
6 Lagerbolzen, Spannschiene<br />
7 Lagerbolzen, Gleitschiene<br />
54<br />
3 Der Dieselmotor<br />
TOP<br />
0 Kolben hineinschieben, bis die Ringe der Reihe<br />
nach in die Bohrung rutschen <strong>und</strong> der Pleuelfuss auf<br />
dem Kurbelzapfen aufsitzt.<br />
0 Zweite Lagerschale in den Lagerdeckel einlegen,<br />
mit der Führungsnase auf der linken Seite, <strong>und</strong> die<br />
Schale gut einölen. Den Deckel auf die Pleuelstange<br />
drücken <strong>und</strong> leicht anschlagen. Unbedingt darauf<br />
achten, dass die Kennzeichnungen gegenüberliegen,<br />
da man im letzten Moment noch einen Fehler machen<br />
kann.<br />
0 Die Anlageflächen der Muttern auf dem Pleuellagerdeckel<br />
einölen.<br />
0 Die Pleuelschrauben abwechselnd auf ein Anzugsdrehmoment<br />
von 30 Nm anziehen <strong>und</strong> aus dieser<br />
Stellung um weitere 90’ - lOO”, d.h. um ca. eine<br />
Viertelumdrehung anziehen. Es wird nochmals erwähnt,<br />
dass man die Pleuelschrauben an der Dehnstelle<br />
auf Ausdehnung ausmessen muss, wie es in<br />
Bild 122 gezeigt wurde, ehe man die Schrauben wieder<br />
verwendet.<br />
0 Nach Einbau des Pleuels die Kurbelwelle einige<br />
Male durchdrehen, um Klemmer sofort festzustellen.<br />
0 Kennzeichnung aller Pleuel nochmals kontrollieren<br />
<strong>und</strong> ebenfalls überprüfen, ob die Kolben in die richtige<br />
Richtung weisen <strong>und</strong> entsprechend der Zylindernummer<br />
eingebaut wurden, falls man die ursprünglichen<br />
Teile wieder verwendet.<br />
0 Mit einer Fühlerlehre das Seitenspiel jedes Pleuellagers<br />
auf dem Kurbelzapfen ausmessen. Dieses beträgt<br />
bei neuen Teilen 0,ll - 0,23 mm. Die Verschleissgrenze<br />
liegt bei 050 mm.<br />
3.6 Zylinderblock<br />
Bei einer Ganzzerlegung den Zylinderblock einwandfrei<br />
reinigen <strong>und</strong> alle Fremdkörper aus Hohlräumen<br />
<strong>und</strong> Ölkanälen entfernen. Besonders auch darauf<br />
achten, dass Reinigungsflüssigkeiten vollkommen<br />
entfernt werden. Falls möglich mit Pressluft<br />
trockenblasen. Der Hauptölkanal ist mit Stahlkugeln<br />
verschlossen, mit 17 mm Durchmesser an der Vorderseite<br />
<strong>und</strong> 15 mm Durchmesser an der Rückseite.<br />
Um den Hauptölkanal einwandfrei zu reinigen, muss<br />
man die Stahlkugel entfernen. Die Kugeln können<br />
wieder verwendet werden, es sei denn, dass sie auffällige<br />
Rillen zeigen. Bilder 128 <strong>und</strong> 129 zeigen wo die<br />
Kugeln sitzen. Bild 129 zeigt ausserdem im Zylinderblock<br />
sitzende Teile, welche ebenfalls auf Verschleiss<br />
zu kontrollieren sind. Wir möchten darauf hinweisen,<br />
dass der Spezialdorn 601 589 08 15 00 zum Einschlagen<br />
der Kugeln benötigt wird, um diese auf die<br />
richtige Tiefe einzuschlagen.<br />
Hinweis: Falls Leckstellen an der Vorderseite oder<br />
Rückseite des Zylinderblocks sichtbar sind <strong>und</strong> man<br />
sich den genannten Spezialdom nicht besorgen<br />
kann, ist es möglich, dass man die Bohrungen mit<br />
Stopfen verschliesst. An der Vorderseite einen M18 x<br />
15 mm-Stopfen (Ersatzteilnummer 000906 018 000),<br />
an der Rückseite einen M16 x 15 mm-Stopfen (Ersatzteilnummer<br />
000906 016 002) einschrauben. Entsprechende<br />
Gewinde müssen dazu in den Block geschnitten<br />
werden. Das Gewinde an der Vorderseite<br />
muss auf eine Tiefe von 10 mm; das Gewinde an der<br />
Rückseite auf eine Tiefe von 14 mm geschnitten werden.<br />
Alte Metallspäne einwandfrei entfernen. Den<br />
hinteren Stopfen mit ,,Loctite“-Gewindesicherungsmittel<br />
einschmieren, ehe er angezogen wird (50 Nm).<br />
Falls man die Absicht hat, die Stahlkugeln zu erneuern,<br />
folgende Arbeiten durchführen. Es wird angenommen,<br />
dass der Motor eingebaut ist:<br />
0 Die Ölpumpe ausbauen.<br />
0 Das Getriebe <strong>und</strong> das Schwungrad ausbauen.<br />
0 Beide Stahlkugeln mit einem Stahlstab von 14 mm<br />
Durchmesser <strong>und</strong> ca. 550 mm Länge von hinten nach<br />
vorn herausschlagen, wie es Bild 130 zeigt.<br />
0 Hauptölkanal einwandfrei reinigen.<br />
0 Die kugelförmige Aussparung des Spezialdorns<br />
mit Fett einschmieren <strong>und</strong> die Kugel einlegen.