

Manual de Soldadura OERLIKON - Welding Perú
Manual de Soldadura OERLIKON - Welding Perú
Manual de Soldadura OERLIKON - Welding Perú

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
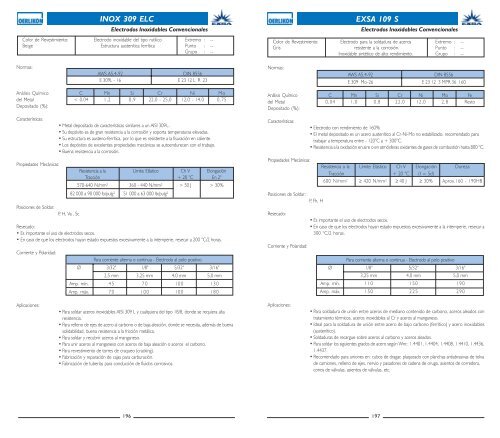
INOX 309 ELC<br />
Electrodos Inoxidables Convencionales<br />
Color <strong>de</strong> Revestimiento: Electrodo inoxidable <strong>de</strong>l tipo rutílico Extremo : --<br />
Beige Estructura austenítica ferrítica Punto : --<br />
Grupo : --<br />
EXSA 109 S<br />
Electrodos Inoxidables Convencionales<br />
Color <strong>de</strong> Revestimiento: Electrodo para la soldadura <strong>de</strong> aceros Extremo : --<br />
Gris resistente a la corrosión. Punto : --<br />
Inoxidable sintético <strong>de</strong> alto rendimiento. Grupo : --<br />
Normas:<br />
AWS A5.4-92 DIN 8556<br />
E 309L - 16 E 23 12 L R 23<br />
Normas:<br />
AWS A5.4-92 DIN 8556<br />
E 309 Mo-26 E 23 12 3 MPR 36 160<br />
Análisis Químico C Mn Si Cr Ni Mo<br />
<strong>de</strong>l Metal < 0,04 1,2 0,9 22,0 - 25,0 12,0 - 14,0 0,75<br />
Depositado (%):<br />
Características:<br />
Propieda<strong>de</strong>s Mecánicas:<br />
Posiciones <strong>de</strong> Soldar:<br />
• Metal <strong>de</strong>positado <strong>de</strong> características similares a un AISI 309L.<br />
• Su <strong>de</strong>pósito es <strong>de</strong> gran resistencia a la corrosión y soporta temperaturas elevadas.<br />
• Su estructura es austeno-ferrítica, por lo que es resistente a la fisuración en caliente.<br />
• Los <strong>de</strong>pósitos <strong>de</strong> excelentes propieda<strong>de</strong>s mecánicas se autoendurecen con el trabajo.<br />
• Buena resistencia a la corrosión.<br />
Resistencia a la Límite Elástico Ch V Elongación<br />
Tracción + 20 °C En 2"<br />
570-640 N/mm² 360 - 440 N/mm² > 50 J > 30%<br />
82 000 a 90 000 lb/pulg² 51 000 a 63 000 lb/pulg²<br />
P, H, Va , Sc<br />
Resecado:<br />
• Es importante el uso <strong>de</strong> electrodos secos.<br />
• En caso <strong>de</strong> que los electrodos hayan estado expuestos excesivamente a la intemperie, resecar a 200 °C/2 horas.<br />
Corriente y Polaridad:<br />
Para corriente alterna o continua - Electrodo al polo positivo<br />
Ø 3/32" 1/8" 5/32" 3/16"<br />
2,5 mm 3,25 mm 4,0 mm 5,0 mm<br />
Amp. mín. 4 5 7 0 1 0 0 1 3 0<br />
Amp. máx. 7 0 1 0 0 1 0 0 1 8 0<br />
Análisis Químico C Mn Si Cr Ni Mo e<br />
<strong>de</strong>l Metal 0,04 1,0 0,8 22,0 12,0 2,8 Resto<br />
Depositado (%):<br />
Características:<br />
Propieda<strong>de</strong>s Mecánicas:<br />
Posiciones <strong>de</strong> Soldar:<br />
Resecado:<br />
Corriente y Polaridad:<br />
• Electrodo con rendimiento <strong>de</strong> 160%<br />
• El metal <strong>de</strong>positado es un acero austenítico al Cr-Ni-Mo no estabilizado, recomendado para<br />
trabajar a temperatura entre - 120°C a + 300°C.<br />
• Resistencia a la oxidación en aire o en atmósferas oxidantes <strong>de</strong> gases <strong>de</strong> combustión hasta 800 °C.<br />
P, h, H<br />
Resistencia a la Límite Elástico Ch V Elongación Dureza<br />
Tracción + 20 °C (I = 5d)<br />
600 N/mm² ≥ 420 N/mm² ≥ 40 J ≥ 30% Aprox.160 - 190HB<br />
• Es importante el uso <strong>de</strong> electrodos secos.<br />
• En caso <strong>de</strong> que los electrodos hayan estado expuestos excesivamente a la intemperie, resecar a<br />
300 °C/2 horas.<br />
Para corriente alterna o continua - Electrodo al polo positivo<br />
Ø 1/8" 5/32" 3/16"<br />
3,25 mm 4,0 mm 5,0 mm<br />
Amp. mín. 1 1 0 1 5 0 1 9 0<br />
Amp. máx. 1 5 0 2 2 5 2 9 0<br />
Aplicaciones:<br />
• Para soldar aceros inoxidables AISI 309 L y cualquiera <strong>de</strong>l tipo 18/8, don<strong>de</strong> se requiera alta<br />
resistencia.<br />
• Para relleno <strong>de</strong> ejes <strong>de</strong> acero al carbono o <strong>de</strong> baja aleación, don<strong>de</strong> se necesita, a<strong>de</strong>más <strong>de</strong> buena<br />
solidabilidad, buena resistencia a la fricción metálica.<br />
• Para soldar y recubrir aceros al manganeso.<br />
• Para unir aceros al manganeso con aceros <strong>de</strong> baja aleación o aceros el carbono.<br />
• Para revestimiento <strong>de</strong> torres <strong>de</strong> craqueo (cracking).<br />
• abricación y reparación <strong>de</strong> cajas para carburación.<br />
• abricación <strong>de</strong> tuberías para conducción <strong>de</strong> fluidos corrosivos.<br />
Aplicaciones:<br />
• Para soldadura <strong>de</strong> unión entre aceros <strong>de</strong> mediano contenido <strong>de</strong> carbono, aceros aleados con<br />
tratamiento térmicos, aceros inoxidables al Cr y aceros al manganeso.<br />
• I<strong>de</strong>al para la soldadura <strong>de</strong> unión entre acero <strong>de</strong> bajo carbono (ferrítico) y acero inoxidables<br />
(austenítico).<br />
• <strong>Soldadura</strong>s <strong>de</strong> recargue sobre aceros al carbono y aceros aleados.<br />
• Para soldar los siguientes grados <strong>de</strong> acero según Wnr.: 1.4401, 1.4404, 1.4408, 1.4410, 1.4436,<br />
1.4437.<br />
• Recomendado para uniones en: cubos <strong>de</strong> dragar, plaqueado con planchas antiabrasivas <strong>de</strong> tolva<br />
<strong>de</strong> camiones, relleno <strong>de</strong> ejes, nervio y pasadores <strong>de</strong> ca<strong>de</strong>na <strong>de</strong> oruga, asientos <strong>de</strong> corre<strong>de</strong>ra,<br />
conos <strong>de</strong> válvulas, asientos <strong>de</strong> válvulas, etc.<br />
196 197













