

Manual de Soldadura OERLIKON - Welding Perú
Manual de Soldadura OERLIKON - Welding Perú
Manual de Soldadura OERLIKON - Welding Perú

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Manual</strong> <strong>de</strong> <strong>Soldadura</strong><br />
<strong>Manual</strong> <strong>de</strong> <strong>Soldadura</strong><br />
8.6.3. Recubrimientos protectores para procesos<br />
<strong>de</strong> soldadura semiautomáticos<br />
EXSA, <strong>de</strong>ntro <strong>de</strong> su línea <strong>de</strong> productos para proceso<br />
<strong>de</strong> Arco Abierto, tiene el grupo <strong>de</strong> alambres tubulares para<br />
soldar por el procedimiento sin gas protector. El núcleo <strong>de</strong><br />
estos alambres contiene substancias que producen por sí<br />
solas gas protector durante su <strong>de</strong>sintegración en el arco<br />
voltaico.<br />
Su campo <strong>de</strong> aplicación es muy variado y <strong>de</strong>bido a su<br />
rentabilidad, este procedimiento está alcanzando cada vez<br />
mayor importancia, siendo sus principales campos <strong>de</strong> aplicación<br />
el tratamiento contra el <strong>de</strong>sgaste en la industria <strong>de</strong> la<br />
construcción, minería, en el tratamiento <strong>de</strong> gravas y minerales,<br />
en la industria <strong>de</strong>l cemento, reparación <strong>de</strong> piezas <strong>de</strong><br />
máquinas y vehículos accionados por ca<strong>de</strong>nas, eliminación<br />
<strong>de</strong> daños producidos por cavitación y erosión en<br />
máquinas hidráulicas, fundiciones <strong>de</strong> acero, si<strong>de</strong>rúrgicas,<br />
etc; todo ello <strong>de</strong>bido a una velocidad <strong>de</strong> <strong>de</strong>posición<br />
<strong>de</strong> dos a cuatro veces mayor que la soldadura con electrodos<br />
revestidos.<br />
8.6.3.1. Alambres tubulares para recubrimientos<br />
protectores<br />
El diámetro <strong>de</strong> mayor uso en nuestro medio es <strong>de</strong><br />
2,8 mm y el peso <strong>de</strong> los rollos es en 20 kg. Estos rollos<br />
vienen en bolsas <strong>de</strong> plástico, envasados al vacío en cámaras<br />
<strong>de</strong> atmósfera controlada y protegidas exteriormente<br />
con una caja <strong>de</strong> cartón.<br />
Los tipos que se fabrican son:<br />
En el presente cuadro po<strong>de</strong>mos apreciar la velocidad<br />
<strong>de</strong>l proceso , no sólo la velocidad <strong>de</strong> alimentación <strong>de</strong>l<br />
alambre, sino también la velocidad <strong>de</strong> <strong>de</strong>posición <strong>de</strong> metal<br />
<strong>de</strong> soldadura.<br />
Todos los alambres tubulares aleados <strong>de</strong> arco abierto<br />
se emplean con corriente contínua y polaridad invertida y<br />
operan <strong>de</strong>ntro <strong>de</strong> una gran variedad <strong>de</strong> voltajes con cualquier<br />
fuente <strong>de</strong> po<strong>de</strong>r convencional.<br />
En general, cuanto más alta es la velocidad <strong>de</strong> enfriamiento,<br />
mayor será la dureza. Hay que observar las precauciones<br />
normales referente al pre y post-calentamiento.<br />
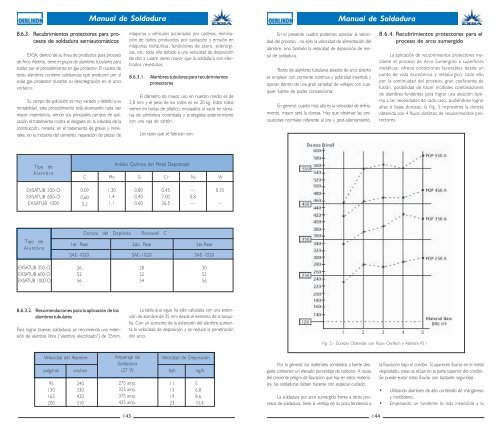
8.6.4. Recubrimientos protectores para el<br />
proceso <strong>de</strong> arco sumergido<br />
La aplicación <strong>de</strong> recubrimientos protectores mediante<br />
el proceso <strong>de</strong> Arco Sumergido a superficies<br />
metálicas, ofrece condiciones favorables <strong>de</strong>s<strong>de</strong> un<br />
punto <strong>de</strong> vista económico y metalúrgico; todo ello<br />
por la continuidad <strong>de</strong>l proceso, gran coeficiente <strong>de</strong><br />
fusión, posibilidad <strong>de</strong> hacer múltiples combinaciones<br />
<strong>de</strong> alambres-fun<strong>de</strong>ntes para lograr una aleación óptima<br />
a las necesida<strong>de</strong>s <strong>de</strong> cada caso, pudiéndose lograr<br />
altas o bajas durezas, la ig. 5 representa la dureza<br />
obtenida con 4 flujos distintos <strong>de</strong> recubrimientos protectores.<br />
Tipo <strong>de</strong><br />
Alambre<br />
Análisis Químico <strong>de</strong>l Metal Depositado<br />
C Mn Si Cr Ni W<br />
EXSATUB 350-O<br />
EXSATUB 600-O<br />
EXSATUB 1000<br />
0,09<br />
0,60<br />
3,2<br />
1,30<br />
1,4<br />
1,1<br />
0,80<br />
0,40<br />
0,60<br />
0,45<br />
7,00<br />
26,5<br />
––<br />
0,8<br />
––<br />
0,35<br />
––<br />
Tipo <strong>de</strong><br />
Alambre<br />
Dureza <strong>de</strong>l Depósito - Rockwell C<br />
1er. Pase 2do. Pase 3er.Pase<br />
SAE-1020<br />
SAE-1020<br />
SAE-1020<br />
EXSATUB 350-O<br />
EXSATUB 600-O<br />
EXSATUB 1000-O<br />
26<br />
52<br />
56<br />
28<br />
52<br />
54<br />
30<br />
52<br />
56<br />
8.6.3.2. Recomendaciones para la aplicación <strong>de</strong> los<br />
alambres tubulares<br />
Para lograr buenas soldaduras se recomienda una extensión<br />
<strong>de</strong> alambre libre (“alambre electrizado”) <strong>de</strong> 35mm.<br />
La tabla que sigue ha sido calculada con una extensión<br />
<strong>de</strong> alambre <strong>de</strong> 35 mm <strong>de</strong>s<strong>de</strong> el extremo <strong>de</strong> la boquilla.<br />
Con un aumento <strong>de</strong> la extensión <strong>de</strong>l alambre aumenta<br />
la velocidad <strong>de</strong> <strong>de</strong>posición y se reduce la penetración<br />
<strong>de</strong>l arco.<br />
ig. 5.- Durezas Obtenidas con lujos Oerlikon y Alambre PS 1<br />
Velocidad <strong>de</strong>l Alambre<br />
pulg/min<br />
cm/min<br />
95 240<br />
130 330<br />
165 420<br />
200 510<br />
Amperaje <strong>de</strong><br />
<strong>Soldadura</strong><br />
(27 V)<br />
275 amp.<br />
325 amp.<br />
375 amp.<br />
425 amp.<br />
Velocidad <strong>de</strong> Deposición<br />
lb/h<br />
kg/h<br />
11 5<br />
15 6,8<br />
19 8,6<br />
23 10,4<br />
Por lo general, los materiales sometidos a fuerte <strong>de</strong>sgaste<br />
contienen un elevado porcentaje <strong>de</strong> carbono. A causa<br />
<strong>de</strong>l creciente peligro <strong>de</strong> fisuración que hay en estos materiales,<br />
las soldaduras <strong>de</strong>ben hacerse con especial cuidado.<br />
La soldadura por arco sumergido frente a otros procesos<br />
<strong>de</strong> soldadura, tiene la ventaja <strong>de</strong> su poca ten<strong>de</strong>ncia a<br />
la fisuración bajo el cordón. Sí aparecen fisuras en el metal<br />
<strong>de</strong>positado, estas se sitúan en la parte superior <strong>de</strong>l cordón.<br />
Se pue<strong>de</strong> evitar estas fisuras con bastante seguridad.<br />
• Utilizando alambres <strong>de</strong> alto contenido <strong>de</strong> manganeso<br />
y molib<strong>de</strong>no.<br />
• Empleando un fun<strong>de</strong>nte lo más insensible a la<br />
143 144













