

Manual de Soldadura OERLIKON - Welding Perú
Manual de Soldadura OERLIKON - Welding Perú
Manual de Soldadura OERLIKON - Welding Perú

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Manual</strong> <strong>de</strong> <strong>Soldadura</strong><br />
<strong>Manual</strong> <strong>de</strong> <strong>Soldadura</strong><br />
La pistola y el conjunto <strong>de</strong> cables sirven para conducir<br />
el alambre, la corriente para soldar y el gas protector<br />
hasta el arco.<br />
La guía <strong>de</strong> alambre se encuentra en el centro <strong>de</strong> la<br />
boquilla, y el canal <strong>de</strong> suministro <strong>de</strong> gas protector está dispuesto<br />
en forma concéntrica a la guía.<br />
La pistola <strong>de</strong>be mantenerse bastante cerca <strong>de</strong>l trabajo<br />
par controlar el arco apropiadamente y producir una<br />
eficiente protección a través <strong>de</strong>l gas protector.<br />
Las pistolas para trabajos <strong>de</strong> servicio pesado a elevadas<br />
corrientes y las pistolas que emplean gas inerte y corriente<br />
mediana hasta alta, requieren enfriamiento por agua.<br />
Las pistolas para la soldadura con alambres <strong>de</strong>lgados no<br />
necesitan enfriamiento por agua.<br />
Las pistolas pue<strong>de</strong>n ser <strong>de</strong> diferente diseño: <strong>de</strong>l tipo<br />
mango <strong>de</strong> pistola o con cabezal curvo (cuello <strong>de</strong> ganso).<br />
PROCESO<br />
DE<br />
SOLDADURA<br />
Acero dulce bajo carbono<br />
-tipos SAE 1010 y 1020<br />
Aceros <strong>de</strong> mediano carbono<br />
-tipos SAE 1030 y 1050<br />
ig. 20.- Equipo para <strong>Soldadura</strong> MIG/MAG<br />
Aceros <strong>de</strong> baja aleación - tipos<br />
SAE 2340, 3145, 4130 y 4350<br />
Aceros austeníticos inoxidables<br />
tipos AISI 301, 310, 316 y 347<br />
El tipo cuello <strong>de</strong> ganso es muy popular para la soldadura<br />
con alambres finos, en todas las posiciones; y el tipo mango<br />
<strong>de</strong> pistola se emplea generalmente con alambres más<br />
gruesos, en posición plana.<br />
Para la soldadura plenamente automática, se suele<br />
montar la pistola directamente en el motor <strong>de</strong> avance<br />
<strong>de</strong>l alambre. Las pistolas automáticas tienen enfriamiento<br />
por aire o agua, lo que <strong>de</strong>pen<strong>de</strong> <strong>de</strong> su aplicación.<br />
En la soldadura CO 2 , con frecuencia se emplea un<br />
sistema <strong>de</strong> suministro lateral <strong>de</strong> gas para las pistolas<br />
automáticas.<br />
El Gas Protector.- Desplaza el aire alre<strong>de</strong>dor <strong>de</strong>l arco<br />
para evitar la contaminación <strong>de</strong>l metal fundido con gases<br />
<strong>de</strong> la atmósfera. La envoltura protectora <strong>de</strong> gas <strong>de</strong>be proteger<br />
eficientemente el área <strong>de</strong>l arco para obtener un metal<br />
<strong>de</strong> aporte <strong>de</strong> buena calidad.<br />
PROCESOS RECOMENDADOS PARA LA SOLDADURA DE METALES Y ALEACIONES<br />
Aceros ferríticos y martensíticos inoxidables<br />
- tipos AISI 405, 410, 430<br />
Aleaciones <strong>de</strong> alta resistencia y<br />
elevada temperatura - tipos 17-<br />
14, CuM, 16-25-6 y 19-9 DL<br />
Arco metálico protegido R R R R R R S S NA NR R NR NR NA<br />
Arco sumergido R R R R S S NR NR NA NR S NR NR NA<br />
<strong>Soldadura</strong> TIG S S S R S S S R R R R R R R<br />
<strong>Soldadura</strong> MIG S S S R S S NR R S R R S S S<br />
<strong>Soldadura</strong> por Arco con presión R R R R S S NR S NR S S S S S<br />
<strong>Soldadura</strong> por puntos R R R R S S NA R S S R NR S S<br />
<strong>Soldadura</strong> a Gas R R S S S S R S NR S S R R NA<br />
<strong>Soldadura</strong> fuerte al horno R R S R/S S NR NR R NR S R S S S<br />
<strong>Soldadura</strong> fuerte a soplete S S NR S S NR R R NR R R R R S<br />
R=Recomendado S= Satisfactorio NR= No recomendado NA=No aplicable<br />
Hierro fundido y hierro gris<br />
Aluminio y aleaciones<br />
<strong>de</strong> aluminio<br />
Magnesio y aleaciones<br />
<strong>de</strong> magnesio<br />
Cobre y aleaciones<br />
<strong>de</strong> cobre<br />
Níquel y aleaciones <strong>de</strong> alto<br />
contenido <strong>de</strong> níquel<br />
Plata<br />
Oro, platino e iridio<br />
Titanio y aleaciones<br />
<strong>de</strong> titanio<br />
El gas protector, para la soldadura por arco metálico<br />
a gas normalmente usado, es el argón, helio o una mezcla<br />
para metales no-ferrosos; para aceros se emplea CO 2 ,<br />
CO 2 con argón y a veces helio para aceros inoxidables o<br />
argón con pequeña cantidad <strong>de</strong> oxígeno para ciertos aceros<br />
y aceros inoxidables.<br />
Los gases protectores <strong>de</strong>ben tener la especificación<br />
“<strong>Welding</strong> Gra<strong>de</strong>” (“grado para soldadura”). De esta manera<br />
se consigue un nivel específico <strong>de</strong> pureza y <strong>de</strong> contenido<br />
<strong>de</strong> humedad.<br />
Los grados <strong>de</strong> la presión <strong>de</strong> gas <strong>de</strong>pen<strong>de</strong>n <strong>de</strong>l tipo <strong>de</strong><br />
gas empleado, <strong>de</strong>l metal a soldar, <strong>de</strong> la posición <strong>de</strong> soldar,<br />
velocidad <strong>de</strong> avance y <strong>de</strong> las corrientes <strong>de</strong> aire.<br />
Alambre <strong>de</strong> Aporte.- La composición <strong>de</strong>l alambre para<br />
soldadura por arco metálico a gas <strong>de</strong>be seleccionarse <strong>de</strong><br />
acuerdo al metal a soldar, a la variación <strong>de</strong>ntro <strong>de</strong>l proceso<br />
MIG/MAG y la atmósfera <strong>de</strong> protección.<br />
Los alambres están disponibles en gran variedad <strong>de</strong><br />
diámetros, en carretes. Por lo general, están empaquetados<br />
en recipientes especiales para protegerlos <strong>de</strong>l <strong>de</strong>terioro<br />
durante el almacenaje.<br />
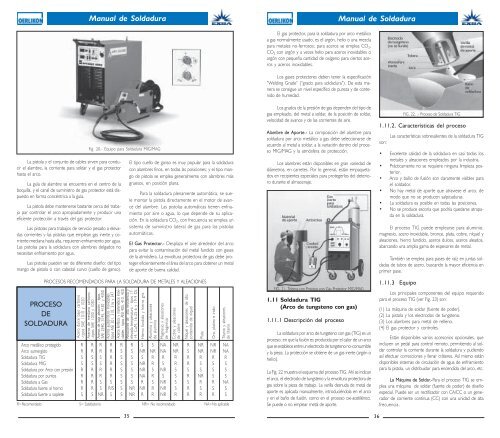
IG. 21. Tobera con Proceso con Gas Protector MIG/MAG<br />
1.11 <strong>Soldadura</strong> TIG<br />
(Arco <strong>de</strong> tungsteno con gas)<br />
1.11.1 Descripción <strong>de</strong>l proceso<br />
La soldadura por arco <strong>de</strong> tungsteno con gas (TIG) es un<br />
proceso, en que la fusión es producida por el calor <strong>de</strong> un arco<br />
que se establece entre un electrodo <strong>de</strong> tungsteno no-consumible<br />
y la pieza. La protección se obtiene <strong>de</strong> un gas inerte (argón o<br />
helio).<br />
La ig. 22 muestra el esquema <strong>de</strong>l proceso TIG. Ahí se indican<br />
el arco, el electrodo <strong>de</strong> tungsteno y la envoltura protectora <strong>de</strong><br />
gas sobre la pieza <strong>de</strong> trabajo. La varilla <strong>de</strong>snuda <strong>de</strong> metal <strong>de</strong><br />
aporte es aplicada manualmente, introduciéndola en el arco<br />
y en el baño <strong>de</strong> fusión, como en el proceso oxi-acetilénico.<br />
Se pue<strong>de</strong> o no emplear metal <strong>de</strong> aporte.<br />
1.11.2. Características <strong>de</strong>l proceso<br />
Las características sobresalientes <strong>de</strong> la soldadura TIG<br />
son:<br />
• Excelente calidad <strong>de</strong> la soldadura en casi todos los<br />
metales y aleaciones empleados por la industria.<br />
• Prácticamente no se requiere ninguna limpieza posterior.<br />
• Arco y baño <strong>de</strong> fusión son claramente visibles para<br />
el soldador.<br />
• No hay metal <strong>de</strong> aporte que atraviese el arco, <strong>de</strong><br />
modo que no se producen salpicaduras.<br />
• La soldadura es posible en todas las posiciones.<br />
• No se produce escoria que podría quedarse atrapada<br />
en la soldadura.<br />
El proceso TIG pue<strong>de</strong> emplearse para aluminio,<br />
magnesio, acero inoxidable, bronce, plata, cobre, níquel y<br />
aleaciones, hierro fundido, aceros dulces, aceros aleados,<br />
abarcando una amplia gama <strong>de</strong> espesores <strong>de</strong> metal.<br />
También se emplea para pases <strong>de</strong> raíz en juntas soldadas<br />
<strong>de</strong> tubos <strong>de</strong> acero, buscando la mayor eficiencia en<br />
primer pase.<br />
1.11.3 Equipo<br />
IG. 22. .- Proceso <strong>de</strong> <strong>Soldadura</strong> TIG<br />
Los principales componentes <strong>de</strong>l equipo requerido<br />
para el proceso TIG (ver ig. 23) son:<br />
(1) La máquina <strong>de</strong> soldar (fuente <strong>de</strong> po<strong>de</strong>r).<br />
(2) La pistola y los electrodos <strong>de</strong> tungsteno.<br />
(3) Los alambres para metal <strong>de</strong> relleno.<br />
(4) El gas protector y controles.<br />
Están disponibles varios accesorios opcionales, que<br />
incluyen un pedal para control remoto, permitiendo al soldar<br />
controlar la corriente durante la soldadura y pudiendo<br />
así efectuar correcciones y llenar cráteres. Así mismo están<br />
disponibles sistemas <strong>de</strong> circulación <strong>de</strong> agua <strong>de</strong> enfriamiento<br />
para la pistola, un distribuidor para encendido <strong>de</strong>l arco, etc.<br />
La Máquina <strong>de</strong> Soldar.-Para el proceso TIG se emplea<br />
una máquina <strong>de</strong> soldar (fuente <strong>de</strong> po<strong>de</strong>r) <strong>de</strong> diseño<br />
especial. Pue<strong>de</strong> ser un rectificador con CA/CC o un generador<br />
<strong>de</strong> corriente continua (CC) con una unidad <strong>de</strong> alta<br />
frecuencia.<br />
35 36













