

kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
elektrische Schaltkreise mit der Bauteilgeometrie zusammenzufassen. Hierdurch können<br />
sich gegenüber der Verwendung von Einzelteilen u. U. deutliche Gewichtsvorteile<br />
ergeben, insbesondere spart man jedoch Fertigungs- <strong>und</strong> Montagekosten.<br />
So wurde mit einem von der Georg Fischer Druckguss GmbH, München, <strong>und</strong> der Audi<br />
AG, Ingolstadt gemeinsam entwickelten Modul-Querträger für die Armaturentafel des<br />
Audi A8 (Bj. 2004) nicht nur eine Gewichtseinsparung von über 50% gegenüber der<br />
früheren Variante als gefügte Stahlblech-Konstruktion realisiert, sondern gleichzeitig<br />
auch die Zahl der Einzelkomponenten <strong>und</strong> damit der Montageaufwand erheblich reduziert.<br />
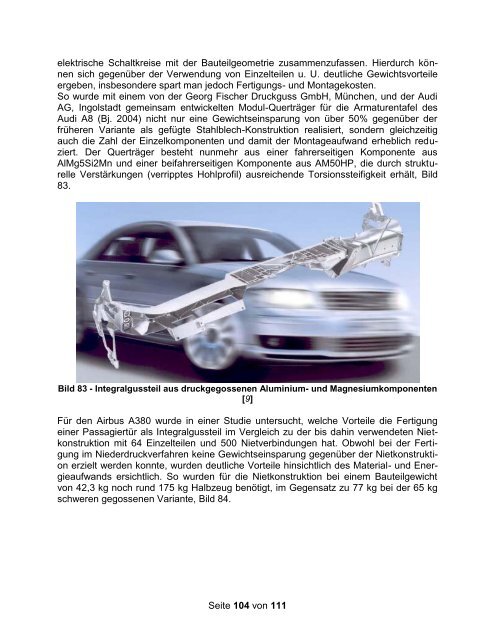
Der Querträger besteht nunmehr aus einer fahrerseitigen Komponente aus<br />
AlMg5Si2Mn <strong>und</strong> einer beifahrerseitigen Komponente aus AM50HP, die durch strukturelle<br />
Verstärkungen (verripptes Hohlprofil) ausreichende Torsionssteifigkeit erhält, Bild<br />
83.<br />
Bild 83 - Integralgussteil aus druckgegossenen Aluminium- <strong>und</strong> Magnesiumkomponenten<br />
[9]<br />
Für den Airbus A380 wurde in einer Studie untersucht, welche Vorteile die Fertigung<br />
einer Passagiertür als Integralgussteil im Vergleich zu der bis dahin verwendeten Nietkonstruktion<br />
mit 64 Einzelteilen <strong>und</strong> 500 Nietverbindungen hat. Obwohl bei der Fertigung<br />
im Niederdruckverfahren keine Gewichtseinsparung gegenüber der Nietkonstruktion<br />
erzielt werden konnte, wurden deutliche Vorteile hinsichtlich des Material- <strong>und</strong> Energieaufwands<br />
ersichtlich. So wurden für die Nietkonstruktion bei einem Bauteilgewicht<br />
von 42,3 kg noch r<strong>und</strong> 175 kg Halbzeug benötigt, im Gegensatz zu 77 kg bei der 65 kg<br />
schweren gegossenen Variante, Bild 84.<br />
Seite 104 von 111













