

kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
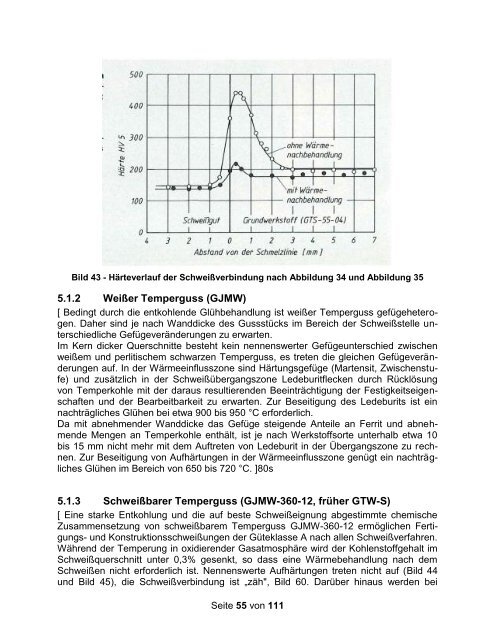
Bild 43 - Härteverlauf der Schweißverbindung nach Abbildung 34 <strong>und</strong> Abbildung 35<br />
5.1.2 Weißer Temperguss (GJMW)<br />
[ Bedingt durch die entkohlende Glühbehandlung ist weißer Temperguss gefügeheterogen.<br />
Daher sind je nach Wanddicke des Gussstücks im Bereich der Schweißstelle unterschiedliche<br />
Gefügeveränderungen zu erwarten.<br />
Im Kern dicker Querschnitte besteht kein nennenswerter Gefügeunterschied zwischen<br />
weißem <strong>und</strong> perlitischem schwarzen Temperguss, es treten die gleichen Gefügeveränderungen<br />
auf. In der Wärmeeinflusszone sind Härtungsgefüge (Martensit, Zwischenstufe)<br />
<strong>und</strong> zusätzlich in der Schweißübergangszone Ledeburitflecken durch Rücklösung<br />
von Temperkohle mit der daraus resultierenden Beeinträchtigung der Festigkeitseigenschaften<br />
<strong>und</strong> der Bearbeitbarkeit zu erwarten. Zur Beseitigung des Ledeburits ist ein<br />
nachträgliches Glühen bei etwa 900 bis 950 °C erforderlich.<br />
Da mit abnehmender Wanddicke das Gefüge steigende Anteile an Ferrit <strong>und</strong> abnehmende<br />
Mengen an Temperkohle enthält, ist je nach Werkstoffsorte unterhalb etwa 10<br />
bis 15 mm nicht mehr mit dem Auftreten von Ledeburit in der Übergangszone zu rechnen.<br />
Zur Beseitigung von Aufhärtungen in der Wärmeeinflusszone genügt ein nachträgliches<br />
Glühen im Bereich von 650 bis 720 °C. ]80s<br />
5.1.3 Schweißbarer Temperguss (GJMW-360-12, früher GTW-S)<br />
[ Eine starke Entkohlung <strong>und</strong> die auf beste Schweißeignung abgestimmte chemische<br />
Zusammensetzung von schweißbarem Temperguss GJMW-360-12 ermöglichen Fertigungs-<br />
<strong>und</strong> Konstruktionsschweißungen der Güteklasse A nach allen Schweißverfahren.<br />
Während der Temperung in oxidierender Gasatmosphäre wird der Kohlenstoffgehalt im<br />
Schweißquerschnitt unter 0,3% gesenkt, so dass eine Wärmebehandlung nach dem<br />
Schweißen nicht erforderlich ist. Nennenswerte Aufhärtungen treten nicht auf (Bild 44<br />
<strong>und</strong> Bild 45), die Schweißverbindung ist „zäh", Bild 60. Darüber hinaus werden bei<br />
Seite 55 von 111













