

kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
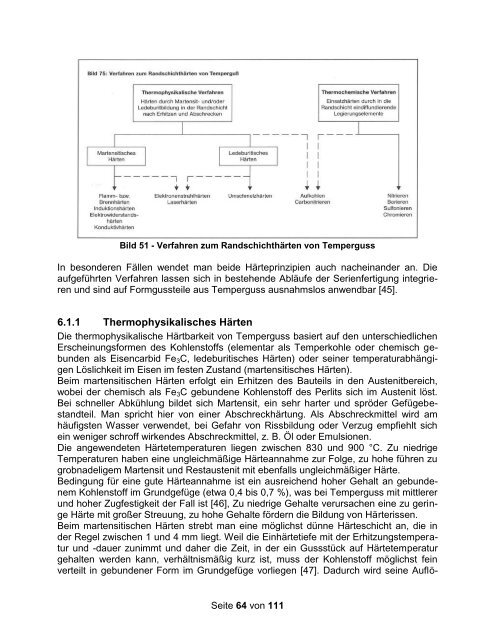
Bild 51 - Verfahren zum Randschichthärten von Temperguss<br />
In besonderen Fällen wendet man beide Härteprinzipien auch nacheinander an. Die<br />
aufgeführten Verfahren lassen sich in bestehende Abläufe der Serienfertigung integrieren<br />
<strong>und</strong> sind auf Formgussteile aus Temperguss ausnahmslos anwendbar [45].<br />
6.1.1 Thermophysikalisches Härten<br />
Die thermophysikalische Härtbarkeit von Temperguss basiert auf den unterschiedlichen<br />
Erscheinungsformen des Kohlenstoffs (elementar als Temperkohle oder chemisch geb<strong>und</strong>en<br />
als Eisencarbid Fe3C, ledeburitisches Härten) oder seiner temperaturabhängigen<br />
Löslichkeit im Eisen im festen Zustand (martensitisches Härten).<br />
Beim martensitischen Härten erfolgt ein Erhitzen des Bauteils in den Austenitbereich,<br />
wobei der chemisch als Fe3C geb<strong>und</strong>ene Kohlenstoff des Perlits sich im Austenit löst.<br />
Bei schneller Abkühlung bildet sich Martensit, ein sehr harter <strong>und</strong> spröder Gefügebestandteil.<br />
Man spricht hier von einer Abschreckhärtung. Als Abschreckmittel wird am<br />
häufigsten Wasser verwendet, bei Gefahr von Rissbildung oder Verzug empfiehlt sich<br />
ein weniger schroff wirkendes Abschreckmittel, z. B. Öl oder Emulsionen.<br />
Die angewendeten Härtetemperaturen liegen zwischen 830 <strong>und</strong> 900 °C. Zu niedrige<br />
Temperaturen haben eine ungleichmäßige Härteannahme zur Folge, zu hohe führen zu<br />
grobnadeligem Martensit <strong>und</strong> Restaustenit mit ebenfalls ungleichmäßiger Härte.<br />
Bedingung für eine gute Härteannahme ist ein ausreichend hoher Gehalt an geb<strong>und</strong>enem<br />
Kohlenstoff im Gr<strong>und</strong>gefüge (etwa 0,4 bis 0,7 %), was bei Temperguss mit mittlerer<br />
<strong>und</strong> hoher Zugfestigkeit der Fall ist [46], Zu niedrige Gehalte verursachen eine zu geringe<br />
Härte mit großer Streuung, zu hohe Gehalte fördern die Bildung von Härterissen.<br />
Beim martensitischen Härten strebt man eine möglichst dünne Härteschicht an, die in<br />
der Regel zwischen 1 <strong>und</strong> 4 mm liegt. Weil die Einhärtetiefe mit der Erhitzungstemperatur<br />
<strong>und</strong> -dauer zunimmt <strong>und</strong> daher die Zeit, in der ein Gussstück auf Härtetemperatur<br />
gehalten werden kann, verhältnismäßig kurz ist, muss der Kohlenstoff möglichst fein<br />
verteilt in geb<strong>und</strong>ener Form im Gr<strong>und</strong>gefüge vorliegen [47]. Dadurch wird seine Auflö-<br />
Seite 64 von 111













