

kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
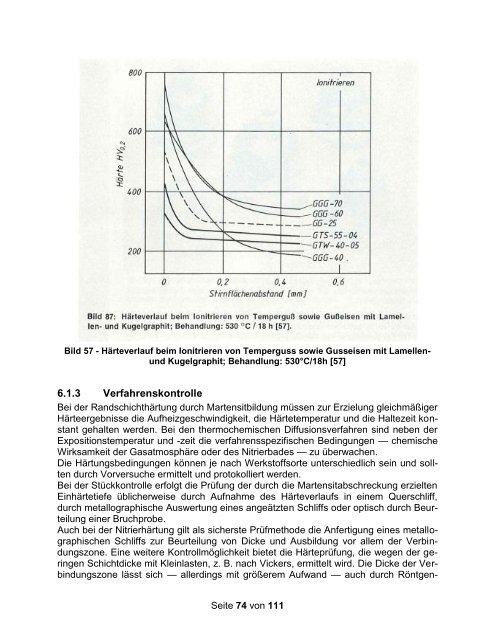
Bild 57 - Härteverlauf beim Ionitrieren von Temperguss sowie Gusseisen mit Lamellen-<br />
<strong>und</strong> Kugelgraphit; Behandlung: 530°C/18h [57]<br />
6.1.3 Verfahrenskontrolle<br />
Bei der Randschichthärtung durch Martensitbildung müssen zur Erzielung gleichmäßiger<br />
Härteergebnisse die Aufheizgeschwindigkeit, die Härtetemperatur <strong>und</strong> die Haltezeit konstant<br />
gehalten werden. Bei den thermochemischen Diffusionsverfahren sind neben der<br />
Expositionstemperatur <strong>und</strong> -zeit die verfahrensspezifischen Bedingungen — chemische<br />
Wirksamkeit der Gasatmosphäre oder des Nitrierbades — zu überwachen.<br />
Die Härtungsbedingungen können je nach Werkstoffsorte unterschiedlich sein <strong>und</strong> sollten<br />
durch Vorversuche ermittelt <strong>und</strong> protokolliert werden.<br />
Bei der Stückkontrolle erfolgt die Prüfung der durch die Martensitabschreckung erzielten<br />
Einhärtetiefe üblicherweise durch Aufnahme des Härteverlaufs in einem Querschliff,<br />
durch metallographische Auswertung eines angeätzten Schliffs oder optisch durch Beurteilung<br />
einer Bruchprobe.<br />
Auch bei der Nitrierhärtung gilt als sicherste Prüfmethode die Anfertigung eines metallographischen<br />
Schliffs zur Beurteilung von Dicke <strong>und</strong> Ausbildung vor allem der Verbindungszone.<br />
Eine weitere Kontrollmöglichkeit bietet die Härteprüfung, die wegen der geringen<br />
Schichtdicke mit Kleinlasten, z. B. nach Vickers, ermittelt wird. Die Dicke der Verbindungszone<br />
lässt sich — allerdings mit größerem Aufwand — auch durch Röntgen-<br />
Seite 74 von 111













