

kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
5.3 Nahtvorbereitung bei entkohlend geglühtem Temperguss<br />
[ Bedingt durch die langzeitige entkohlende Glühung bei hohen Temperaturen in oxidierender<br />
Gasatmosphäre enthält die äußere Randzone Oxide, die durch ein Strahlputzen<br />
der Gussstücke nicht vollständig zu beseitigen sind. Um beim Schweißen Reaktionen<br />
der Oxide mit dem Kohlenstoff des Gr<strong>und</strong>werkstoffs <strong>und</strong> des Schweißzusatzwerkstoffs<br />
<strong>und</strong> damit die Bildung von Poren zu vermeiden, werden entweder die Schweißfasen<br />
spanend bearbeitet oder aber die Schweißparameter entsprechend angepasst für das<br />
Schweißen direkt auf der Gusshaut.<br />
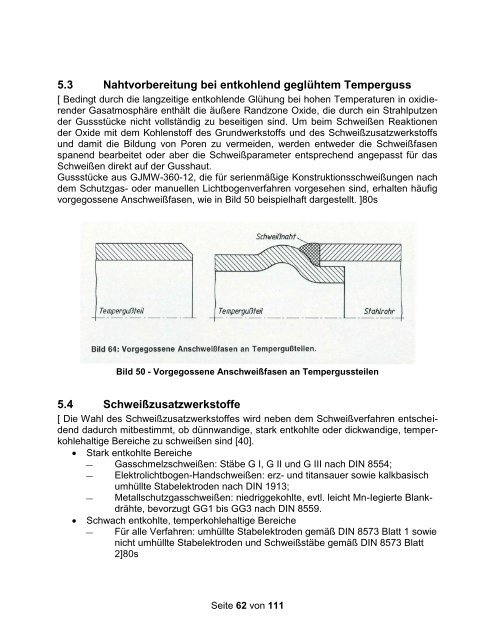
Gussstücke aus GJMW-360-12, die für serienmäßige Konstruktionsschweißungen nach<br />
dem Schutzgas- oder manuellen Lichtbogenverfahren vorgesehen sind, erhalten häufig<br />
vorgegossene Anschweißfasen, wie in Bild 50 beispielhaft dargestellt. ]80s<br />
Bild 50 - Vorgegossene Anschweißfasen an Tempergussteilen<br />
5.4 Schweißzusatzwerkstoffe<br />
[ Die Wahl des Schweißzusatzwerkstoffes wird neben dem Schweißverfahren entscheidend<br />
dadurch mitbestimmt, ob dünnwandige, stark entkohlte oder dickwandige, temperkohlehaltige<br />
Bereiche zu schweißen sind [40].<br />
Stark entkohlte Bereiche<br />
— Gasschmelzschweißen: Stäbe G I, G II <strong>und</strong> G III nach DIN 8554;<br />
— Elektrolichtbogen-Handschweißen: erz- <strong>und</strong> titansauer sowie kalkbasisch<br />
umhüllte Stabelektroden nach DIN 1913;<br />
— Metallschutzgasschweißen: niedriggekohlte, evtl. leicht Mn-Iegierte Blankdrähte,<br />
bevorzugt GG1 bis GG3 nach DIN 8559.<br />
Schwach entkohlte, temperkohlehaltige Bereiche<br />
— Für alle Verfahren: umhüllte Stabelektroden gemäß DIN 8573 Blatt 1 sowie<br />
nicht umhüllte Stabelektroden <strong>und</strong> Schweißstäbe gemäß DIN 8573 Blatt<br />
2]80s<br />
Seite 62 von 111













