

kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen
kostenfreier Download - Konstruieren und Gießen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Martensit <strong>und</strong> Ledeburit in der Wärmeeinfluss- <strong>und</strong> Übergangszone bewirken hohe Härten<br />
im Bereich der Schweiße, so dass eine nachträgliche mechanische Bearbeitung nur<br />
möglich ist, wenn nach dem Schweißen eine Wärmebehandlung durchgeführt wird (Bild<br />
42 <strong>und</strong> Bild 43). Aufhärtungen der metallischen Gr<strong>und</strong>masse durch Martensit <strong>und</strong> Zwischenstufengefüge<br />
können durch Anlassen bei Temperaturen von 600 bis 700 °C beseitigt<br />
werden. Haben sich jedoch nennenswerte Mengen an Ledeburit gebildet, so ist eine<br />
Wiederholung der gesamten Wärmebehandlung einschließlich der 1. Glühstufe bei 950<br />
°C erforderlich. Eine derartig thermisch nachbehandelte Schweißverbindung lässt sich<br />
genauso gut bearbeiten wie der nicht geschweißte Werkstoff.<br />
Die Gefügeveränderungen im Bereich der Schweißung beeinflussen die Festigkeitseigenschaften,<br />
so dass eine Konstruktionsschweißung sorgfältige Überlegungen hinsichtlich<br />
der Gussstückgestaltung <strong>und</strong> der Lage der Schweißnaht erfordert, um eine<br />
Schweißverbindung ausreichender Güte zu erhalten. So sinkt z. B. die Biegewechselfestigkeit<br />
im Bereich der Schweißstelle auf 40 bis 60% vom Wert des Gr<strong>und</strong>werkstoffs.<br />
Durch eine Wärmebehandlung nach dem Schweißen kann dieser Wert auf 70 bis 80%<br />
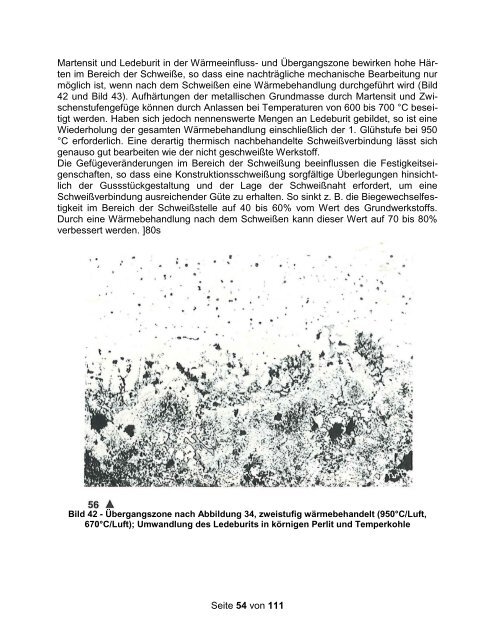
verbessert werden. ]80s<br />
Bild 42 - Übergangszone nach Abbildung 34, zweistufig wärmebehandelt (950°C/Luft,<br />
670°C/Luft); Umwandlung des Ledeburits in körnigen Perlit <strong>und</strong> Temperkohle<br />
Seite 54 von 111













