Tesis Dr.Cs. Rafael Quintana Puchol-2013.pdf - Universidad Central ...
Tesis Dr.Cs. Rafael Quintana Puchol-2013.pdf - Universidad Central ...
Tesis Dr.Cs. Rafael Quintana Puchol-2013.pdf - Universidad Central ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
4<br />
presentando un ángulo de reposo (ø) aproximadamente constante y una compactación (P≈ 60-<br />
68%) definida por la distribución granulométrica y forma de los granos (Figura 3,(2)) [3]. La<br />
ignición del arco eléctrico se realiza bajo esa capa de granos, la fusión del material de aporte y<br />
el fundente ocurren simultáneamente, así como la interacción del metal de aporte líquido y del<br />
baño de soldadura con el fundente fundido (Figura 3, (2)). En la capa de fundente, los granos<br />
actúan como una barrera mecánica reduciendo la posibilidad de acceso del aire a la zona del<br />
arco eléctrico [3], las pérdidas de calor y de metal por salpicaduras mejorando la eficacia del<br />
calor del arco.<br />
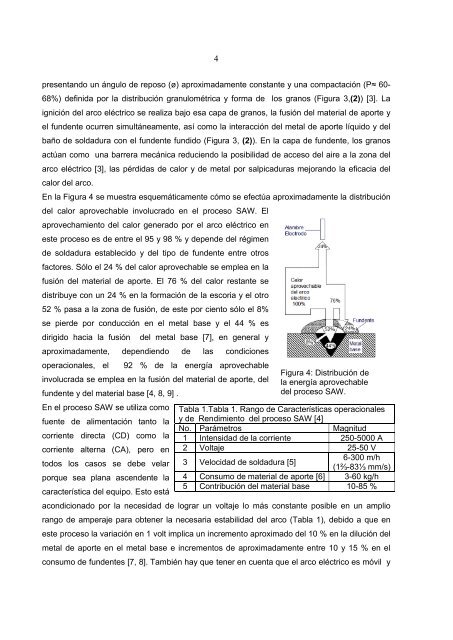
En la Figura 4 se muestra esquemáticamente cómo se efectúa aproximadamente la distribución<br />
del calor aprovechable involucrado en el proceso SAW. El<br />
aprovechamiento del calor generado por el arco eléctrico en<br />
este proceso es de entre el 95 y 98 % y depende del régimen<br />
de soldadura establecido y del tipo de fundente entre otros<br />
factores. Sólo el 24 % del calor aprovechable se emplea en la<br />
fusión del material de aporte. El 76 % del calor restante se<br />
distribuye con un 24 % en la formación de la escoria y el otro<br />
52 % pasa a la zona de fusión, de este por ciento sólo el 8%<br />
se pierde por conducción en el metal base y el 44 % es<br />
dirigido hacia la fusión del metal base [7], en general y<br />
aproximadamente, dependiendo de las condiciones<br />
operacionales, el 92 % de la energía aprovechable<br />
involucrada se emplea en la fusión del material de aporte, del<br />
fundente y del material base [4, 8, 9] .<br />
En el proceso SAW se utiliza como<br />
fuente de alimentación tanto la<br />
corriente directa (CD) como la<br />
corriente alterna (CA), pero en<br />
todos los casos se debe velar<br />
porque sea plana ascendente la<br />
característica del equipo. Esto está<br />
Figura 4: Distribución de<br />
la energía aprovechable<br />
del proceso SAW.<br />
Tabla 1.Tabla 1. Rango de Características operacionales<br />
y de Rendimiento del proceso SAW [4]<br />
No. Parámetros Magnitud<br />
1 Intensidad de la corriente 250-5000 A<br />
2 Voltaje 25-50 V<br />
3 Velocidad de soldadura [5]<br />
6-300 m/h<br />
(1⅔-83⅓ mm/s)<br />
4 Consumo de material de aporte [6] 3-60 kg/h<br />
5 Contribución del material base 10-85 %<br />
acondicionado por la necesidad de lograr un voltaje lo más constante posible en un amplio<br />
rango de amperaje para obtener la necesaria estabilidad del arco (Tabla 1), debido a que en<br />
este proceso la variación en 1 volt implica un incremento aproximado del 10 % en la dilución del<br />
metal de aporte en el metal base e incrementos de aproximadamente entre 10 y 15 % en el<br />
consumo de fundentes [7, 8]. También hay que tener en cuenta que el arco eléctrico es móvil y