olduğu uçaklarda ve denizaltılarda kullanılmaktadırlar. Aşıntı, paslanma, veısıl dirençleri yüksek, katmanlı kompozit malzemeler de üretilebilmektedir.Parçacıklı kompozit malzemeler, farklı boyutlardaki malzeme parçacıklarınınbir tutucu içerisinde birleştirilmesiyle meydana gelmektedir. Parçacıklı kompozitmalzemeye bilinen bir örnek, çakıl tanecikleriyle portland çimentonun oluşturduğu,bildiğimiz betondur. Çok sayıda farklı parçacıklı kompozit üretilebilir. Örneğin, metalpudralan plastik malzemeden bir tutucu ile bağlanarak, yatak malzemesiüretilmektedirler. Seramik parçacıklar metal tutucularla bağlanarak, metal kesicitakımlar, sıcak çekme kalıplan, vb. üretilmektedirler.7.3.8 YATAK METALLERĠMotorlarda kullanılan yatak metalleri, artan sertlik sırasına göre aşağıdaki gibisıralanırlar:1. Kurşun esaslı beyaz metaller, esas olarak kurşun ve onunla birlikte küçükoranlarda kalay, antimuan ve bakır alaşımlandır.2. Kalay esaslı beyaz metaller, % 90 'a kadar kalay ve onunla birlikte küçükoranlarda bakır, antimuan ve bazen kurşun alaşımlandır.3. Bakır-kurşun alaşımları, % 10...30 kadar kurşun ve geriye kalanı bakıralaşımlarıdır.4. Kurşun-bronz alaşımları, % 4...22 kadar kurşun, % 5...11 kadar kalay vegeriye kalanı bakır alaşımlandır.5. Fosfor-bronz alaşımları, bakır, kalay ve % 1 kadar fosfor alaşımlandır..7.4 ISIL ĠġLEMLERDemir esaslı metallerin çoğu. kızarıncaya kadar ısıtıldıktan sonra, hızlasoğutularak (genellikle suya daldırılarak) sertleştirilebilmektedirler. Bütün ısılişlemlerin %90 dan fazlası çeliklere uygulandığından, açıklamalar çelikle ilgili olarakyapılacaktır. Isıl işlemin sınırlan şunlardır:1. Çeliğin karbon içeriği yeterli olmalıdır. Karbon miktarı % 0,4 veya daha fazlaoluncaya kadar sertleşme hissedilmemektedir.2. Parça, uygun temperleme sıcaklığına ulaşıncaya kadar yeterli süre verilmelidir.3. Parça, yeterince hızlı soğutulmalı ancak soğutma, deformasyon veya kırılma olacakkadar da hızlı olmamalıdır.4. Malzemenin biçim ve boyutları, çatlama tehlikesi olmadan sulanacak durumdaolmalıdır.Sulama, dayanım ve sertliğin her ikisini de yükseltmekte ancak, sünekliğiniazaltmakta, tam olarak sulandığında ise, kırılganlığını son derece artırmaktadır.Uygulamada, parçaların sulamadan somaki tokluğunu geliştirmek, uygun dayanım,
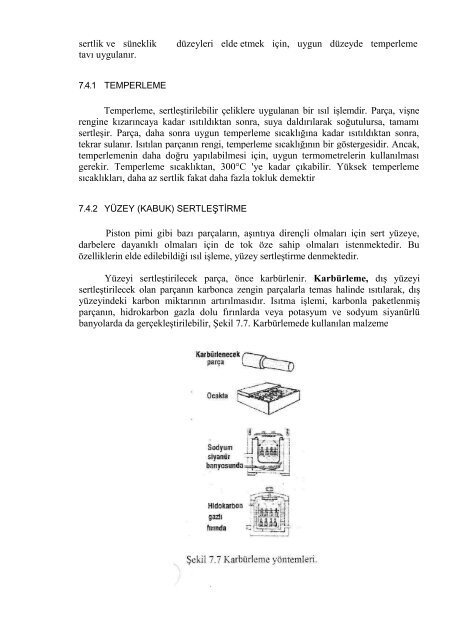
sertlik ve sünekliktavı uygulanır.düzeyleri elde etmek için, uygun düzeyde temperleme7.4.1 TEMPERLEMETemperleme, sertleştirilebilir çeliklere uygulanan bir ısıl işlemdir. Parça, vişnerengine kızarıncaya kadar ısıtıldıktan sonra, suya daldırılarak soğutulursa, tamamısertleşir. Parça, daha sonra uygun temperleme sıcaklığına kadar ısıtıldıktan sonra,tekrar sulanır. Isıtılan parçanın rengi, temperleme sıcaklığının bir göstergesidir. Ancak,temperlemenin daha doğru yapılabilmesi için, uygun termometrelerin kullanılmasıgerekir. Temperleme sıcaklıktan, 300°C 'ye kadar çıkabilir. Yüksek temperlemesıcaklıkları, daha az sertlik fakat daha fazla tokluk demektir7.4.2 YÜZEY (KABUK) SERTLEġTĠRMEPiston pimi gibi bazı parçaların, aşıntıya dirençli olmaları için sert yüzeye,darbelere dayanıklı olmaları için de tok öze sahip olmaları istenmektedir. Buözelliklerin elde edilebildiği ısıl işleme, yüzey sertleştirme denmektedir.Yüzeyi sertleştirilecek parça, önce karbürlenir. Karbürleme, dış yüzeyisertleştirilecek olan parçanın karbonca zengin parçalarla temas halinde ısıtılarak, dışyüzeyindeki karbon miktarının artırılmasıdır. Isıtma işlemi, karbonla paketlenmişparçanın, hidrokarbon gazla dolu fırınlarda veya potasyum ve sodyum siyanürlübanyolarda da gerçekleştirilebilir, Şekil 7.7. Karbürlemede kullanılan malzeme
- Page 1 and 2: MOTORTASARIMINAGİRİŞ
- Page 3 and 4: Diyagramdaki bu alan, bazı mühend
- Page 5 and 6: 6. Geliştirme çalışmasının ta
- Page 7 and 8: Aynı otomobilin, günde dört saat
- Page 9 and 10: Soğutma sistemiMotor silindirlerin
- Page 11 and 12: ömür beklentisi ve motorun genel
- Page 13 and 14: 1. Hizmet tipi,2. Yakıt tipi,3. An
- Page 15 and 16: arasındadır. Hız azaldıkça ve
- Page 17 and 18: (6.17)(6.18)olur. Ortalama efektif
- Page 19 and 20: Litre Gücü
- Page 21 and 22: tır.İyilik derecesinin yükselmes
- Page 23 and 24: (6.32)eşitliği elde edilebilir.
- Page 25 and 26: ÖRNEK 6.2Dört zamanlı bir otomob
- Page 27 and 28: eşitliğiyle hesaplanabilir.c m i
- Page 29 and 30: Motor parçalarının imalinde kull
- Page 31 and 32: Kaldırıldığında parça eski bo
- Page 33 and 34: oluşabilir. Cıvatalar, pimler, mi
- Page 35 and 36: dır.Çizelge 7.1 Bazı malzemeleri
- Page 37 and 38: 7.2.7 TOKLUKTokluk, metalin kırıl
- Page 39 and 40: Beyaz dökme demir, sert ve kırıl
- Page 41 and 42: 7.3.3.3 YÜKSEK KARBONLU ÇELĠKLER
- Page 43 and 44: iyileştirmek amacıyla kullanılı
- Page 45: Şekil 7.5 Kompozit malzeme (sürt
- Page 49 and 50: yüzey sertleştirmenin yanı sıra
- Page 51 and 52: Diesel motorlarında kullanılan ya
- Page 53 and 54: 8.1.1 YANMA ODASI TASARIMINI ETKĠL
- Page 55 and 56: yüzden, kama tıpı yanma odaları
- Page 57 and 58: farklılıklar gösterirler. İki z
- Page 59 and 60: Şekil 8.3’te ise bir yaş gömle
- Page 61 and 62: Faturaların yüksekliği, silindir
- Page 63 and 64: enzin motorları için;t cb =0,9Die
- Page 65 and 66: = 1,2bulunur. M12 civata kullanıla
- Page 67 and 68: Pistonun tepesi yanan karışımın
- Page 69 and 70: Şekil 8.1 1 "de. buji ile ateşlem
- Page 71 and 72: eşitliği kullanılabilir. Burada;
- Page 73 and 74: Segman ağız aralığı, genellikl
- Page 75 and 76: (8.13)olacaktır. Pistonda iki adet
- Page 77 and 78: ÖRNEK PROBLEM 8.4Bir benzin motoru
- Page 79 and 80: Şekil 8.16 dan, Δd max = 0.028 mm
- Page 81 and 82: Şekil 8.19 Komple biyel kesitiBiye
- Page 83 and 84: D (8-24)Burada;F 04 : Pistonun ÜÖ
- Page 85 and 86: Biyel burcunun kalınlığı;(8.28)
- Page 87 and 88: Bir krank milindeki ana muylularla
- Page 89 and 90: (8.32)yazılırsa;(8.33)olur. Burad
- Page 91 and 92: Supaplar genellikle austenitik çel
- Page 93 and 94: Şekil 8.29 Supap ölçüleri.c gm
- Page 95 and 96: Şekil 8.30 Harmonik kam eğrileri.
- Page 97 and 98:
8.8.2.2 KAM ÖLÇÜLERĠNĠN BELĠR
- Page 99 and 100:
Supapların simetrik kanılarda, k
- Page 101 and 102:
Buradan;vebulunur.1. KontrolBu değ
- Page 103 and 104:
dir.m 2 : Supap yayının kütlesi,
- Page 105 and 106:
f maX : Maksimum yay yolu (yayın s
- Page 107 and 108:
Yayın titreşim frekansı;
- Page 109:
Krank kolundaki eğilme gerilmesi;F
- Page 112 and 113:
Biyel gövdesi kesitinin boyutları
- Page 115 and 116:
YARDIMCISĠSTEMLER10.1 MANĠFOLDLAR
- Page 117 and 118:
sonucunda sağlanan ısı aynı zam
- Page 119 and 120:
(10.16)r : yakıtın yoğunluğu, (
- Page 121 and 122:
(10.25)Bu durumda, pompanın ana bo
- Page 123 and 124:
manifoldundaki dağıtımını kola
- Page 125 and 126:
a) Kısmi akışlı (bypass) filtre
- Page 127 and 128:
pozitif karter havalandırma (posit
- Page 129:
Contaların görevlerini başarıyl