Modélisation du processus de pilotage d'un atelier - Les thèses en ...
Modélisation du processus de pilotage d'un atelier - Les thèses en ...
Modélisation du processus de pilotage d'un atelier - Les thèses en ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Partie II : <strong>Les</strong> outils d’ai<strong>de</strong> à la décision pour le <strong>pilotage</strong> d’<strong>atelier</strong><br />
<strong>Les</strong> résultats analytiques nous indiqu<strong>en</strong>t que seules quatre gammes sont à ret<strong>en</strong>ir (G1,<br />
G2) pour les pièces P1 et (G5, G7) pour les pièces P2. <strong>Les</strong> proportions vari<strong>en</strong>t légèrem<strong>en</strong>t <strong>en</strong><br />
fonction <strong>du</strong> paramètre α. Ce taux <strong>de</strong> setup et <strong>de</strong> réglage ne peut être déterminé que par la<br />
simulation. L’important ici est d’obt<strong>en</strong>ir une plage assez fine <strong>de</strong>s règles <strong>de</strong> lancem<strong>en</strong>t <strong>en</strong><br />
fabrication, règles sur lesquelles la simulation va pouvoir jouer <strong>de</strong> manière plus fine.<br />
II.4.3.2. Séqu<strong>en</strong>cem<strong>en</strong>t<br />
Grâce à la simulation, il est possible <strong>de</strong> vérifier la dynamique <strong>de</strong> l'<strong>atelier</strong>, mais nous ne<br />
pouvons pas directem<strong>en</strong>t utiliser les résultats <strong>de</strong> la résolution analytique pour alim<strong>en</strong>ter la<br />
simulation. En effet, il manque <strong>de</strong>s données liées à la répartition <strong>de</strong>s gammes sur l’horizon <strong>de</strong><br />
fabrication. Une étape intermédiaire <strong>de</strong> séqu<strong>en</strong>cem<strong>en</strong>t est nécessaire. Pour notre travail, nous<br />
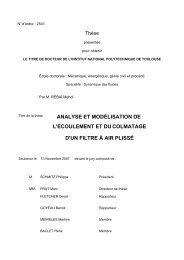
avons choisi d’utiliser un tableur pour générer aléatoirem<strong>en</strong>t ce séqu<strong>en</strong>cem<strong>en</strong>t. On répartit les<br />
gammes <strong>de</strong> fabrication obt<strong>en</strong>ues dans le temps, comme le montre la Figure II.13.<br />
Nb Lot P1 25 Nb Lot P2 40<br />
Taille <strong>d'un</strong> Lot P1 100 Taille <strong>d'un</strong> Lot P2 100<br />
P1 Nb. P2 Nb.<br />
Gamme 1 6 Gamme 5 9<br />
Gamme 2 19 Gamme 6<br />
Gamme 3 Gamme 7 31<br />
Gamme 4 Gamme 8<br />
Total P1 25 Total P2 40<br />
% P1 38% % P2 62%<br />
Délais Prévu 250<br />
Temps inter-arrivée Loi Normale<br />
P1<br />
P2<br />
Jours Lancem<strong>en</strong>t Gamme P1 Lancem<strong>en</strong>t Gamme P2<br />
1 P1 2 P2 7<br />
2<br />
3<br />
4<br />
5<br />
6 P2 7<br />
7<br />
8<br />
9<br />
10 P1 2<br />
11<br />
12<br />
13<br />
14 P2 5<br />
Figure II.13: un tableur pour générer le séqu<strong>en</strong>cem<strong>en</strong>t<br />
Pour notre cas d’étu<strong>de</strong>, nous avons choisi <strong>de</strong> créer le séqu<strong>en</strong>cem<strong>en</strong>t <strong>de</strong>s lancem<strong>en</strong>ts <strong>de</strong>s<br />
ordres <strong>de</strong> fabrication :<br />
<br />
<br />
dans le cas déterministe, avec une répartition constante <strong>de</strong>s intervalles <strong>de</strong> temps : les<br />
gammes sont toujours espacées <strong>du</strong> même nombre <strong>de</strong> jours,<br />
<strong>en</strong>suite, dans le cas stochastique, avec une répartition aléatoire <strong>de</strong>s intervalles <strong>de</strong><br />
temps : les gammes sont espacées d’un nombre <strong>de</strong> jours qui suit une loi <strong>de</strong><br />
distribution aléatoire. Pour notre travail, nous avons choisi une distribution normale.<br />
Quelques hypothèses préalables ont été nécessaires. Tout d’abord, nous imposons que le<br />
premier lancem<strong>en</strong>t soit effectué le premier jour <strong>de</strong> la simulation. De même, nous avons choisi<br />
<strong>de</strong> ne pas lancer d’ordre <strong>de</strong> fabrication <strong>du</strong>rant les dix <strong>de</strong>rniers jours <strong>de</strong> simulation afin que<br />
toutes les pièces soi<strong>en</strong>t fabriquées dans le délai. Ainsi, la répartition <strong>de</strong>s ordres <strong>de</strong> fabrication<br />
ne se fait <strong>en</strong> réalité que sur 240 jours, la simulation <strong>du</strong>rant au total 250 jours.<br />
Indép<strong>en</strong>damm<strong>en</strong>t pour P1 et P2, on génère une première séqu<strong>en</strong>ce aléatoire pour définir le<br />
67