- Seite 2 und 3:
0 Inhalts- Teil 1 Stichworhrerzeich
- Seite 4 und 5:
Warum dieses Handbuch? Dieses Handb
- Seite 6 und 7:
Ergänzungslieferungen Jede Ergänz
- Seite 8 und 9:
Aktuelle Information Inhalt der Lie
- Seite 10 und 11:
A Technische Beschreibung Sondersof
- Seite 12 und 13:
A 2.5 A 2.6 A 2.7 Vorschub-Programm
- Seite 14 und 15:
Die folgenden Funktionen werden bei
- Seite 16 und 17:
MP 73 Spindel-Nachlaufzeit nach Err
- Seite 18 und 19:
M2817 M2816 Achse 1...4 Achse 5 0 0
- Seite 20 und 21:
Das externe Gerät kann diese Seque
- Seite 22 und 23:
A3 Liste der geänderten bzw. erwei
- Seite 24 und 25:
Funktion 3. Gruppe Software-Endscha
- Seite 26 und 27:
Geänderte und neue Merker BI Liste
- Seite 28 und 29:
Merker M2556 M2664 bis M2668 Funkti
- Seite 30 und 31:
Ld id Inhalts-Übersicht Technische
- Seite 32 und 33:
L Technische Daten TNC 355 B (Cl) (
- Seite 34 und 35:
L- Technische Daten TNC 355 CR (SR)
- Seite 36 und 37:
(2 Hardware-Komponenten 5-Achs-Bahn
- Seite 38 und 39:
Hardware-Komponenten Unterschiede d
- Seite 40 und 41:
t L Steckerbelegung für die LE 355
- Seite 42 und 43:
Steckerbelegung Stecker auf der Reg
- Seite 44 und 45:
Steckerbelegung Stecker auf der Reg
- Seite 46 und 47:
Steckerbelegung Steckerbelegung fü
- Seite 48 und 49:
Steckerbelegung Stecker auf der Reg
- Seite 50 und 51:
Steckerbelegung Stecker auf der Rec
- Seite 52 und 53:
c G Steckerbelegung Stecker auf der
- Seite 54 und 55:
L Steckerbelegung Steckerbelegung f
- Seite 56 und 57:
Steckerbelegung Steckerbelegung fü
- Seite 58 und 59:
Steckerbelegung Steckerbelegung fü
- Seite 60 und 61:
L id G id Steckerbelegung Technisch
- Seite 62 und 63:
L Längen- und Winkelmeßsysteme Zu
- Seite 64 und 65:
Längen- und Winkelmeßsysteme Län
- Seite 66 und 67:
Längen- und Winkelmeßsysteme Län
- Seite 68 und 69:
Auswerten von Referenzmarken Wegme
- Seite 70 und 71:
Auswerten von Referenzmarken Schalt
- Seite 72 und 73:
L L Auswerten von Referenzmarken Be
- Seite 74 und 75:
Auswerten von Referenzmarken Bei We
- Seite 76 und 77:
L c Zubehör 3D-Tastsysteme Die 3D-
- Seite 78 und 79:
Anschlußmaße mm/Zoll 2. Anschluß
- Seite 80 und 81:
Anschlußmaße mm/Zoll 4. Anschluß
- Seite 82 und 83:
L c Anschlußmaße mm/Zoll 6. Ansch
- Seite 84 und 85:
Anschlußmaße mm/Zoll 8. Anschluß
- Seite 86 und 87:
L L Software-Übersicht NC-Software
- Seite 88 und 89:
t Inhalts-Übersicht Einbaubedingun
- Seite 90 und 91:
L L Einbaubedingungen Erwärmung un
- Seite 92 und 93:
Einbaubedingungen Luftfeuchtigkeit
- Seite 94 und 95:
L t Installation der Logik-Einheit
- Seite 96 und 97:
Installation der Logik-Einheit LE 3
- Seite 98 und 99:
Elektrischer Anschluß der Logik-Ei
- Seite 100 und 101:
Elektrischer Anschluß der Logik-Ei
- Seite 102 und 103:
Elektrischer Anschluß der Logik-Ei
- Seite 104 und 105:
L Elektrischer Anschluß der Logik-
- Seite 106 und 107:
L id Elektrischer Anschluß der Log
- Seite 108 und 109:
Elektrischer Anschluß der Logik-Ei
- Seite 110 und 111:
Elektrischer Anschluß der Logik-Ei
- Seite 112 und 113:
Elektrischer Anschluß der Logik-Ei
- Seite 114 und 115:
L Installation der Bildschirm-Einhe
- Seite 116 und 117:
Stromversorgung Bildschirm BE 412B
- Seite 118 und 119:
id Kabel-Übersicht Sollwert-Ausgan
- Seite 120 und 121:
Inhalts-Übersicht Maschinen-Parame
- Seite 122 und 123:
Inhalts-Übersicht Übersicht über
- Seite 124 und 125:
I,- Maschinen-Parameter Allgemeines
- Seite 126 und 127:
c -, Funktion Polarität der Sollwe
- Seite 128 und 129:
Funktion Anzeigeschritt ! 65 vorers
- Seite 130 und 131:
c c C’ Zr- 3 / Paramet Funktion E
- Seite 132 und 133:
Funktion Istwert-Sollwert-Übernahm
- Seite 134 und 135:
c Funktion Automatische Schmierung
- Seite 136 und 137:
t’ c c Funktion PLC: Timer-Zeit f
- Seite 138 und 139:
c Funktion Bewegungs-überwachung T
- Seite 140 und 141:
c c e Funktion Analoge Ausgabe der
- Seite 142 und 143:
c c Funktion Parameter- vorläufige
- Seite 144 und 145:
c Funktion Maschinen-Parameter mit
- Seite 146 und 147:
L Maschinen-Parameter Eingabe von M
- Seite 148 und 149:
Maschinen-Parameter Eingabe von Mas
- Seite 150 und 151:
c L Maschinen-Parameter Ausgabe von
- Seite 152 und 153:
Beschreibung der Maschinen-Paramete
- Seite 154 und 155:
L L L Beschreibung der Maschinen-Pa
- Seite 156 und 157:
L L; Beschreibung der Maschinen-Par
- Seite 158 und 159:
L Ld Beschreibung der Maschinen-Par
- Seite 160 und 161:
LZ L Beschreibung der Maschinen-Par
- Seite 162 und 163:
Beschreibung der Maschinen-Paramete
- Seite 164 und 165:
Beschreibung der Maschinen-Paramete
- Seite 166 und 167:
Beschreibung der Maschinen-Paramete
- Seite 168 und 169:
Beschreibung der Maschinen-Paramete
- Seite 170 und 171:
Beschreibung der Maschinen-Paramete
- Seite 172 und 173:
,- Cs Inbetriebnahme der Maschine S
- Seite 174 und 175:
Inbetriebnahme der Maschine Kontrol
- Seite 176 und 177:
Inbetriebnahme der Maschine Beschre
- Seite 178 und 179:
Inbetriebnahme der Maschine Inbetri
- Seite 180 und 181:
Inbetriebnahme der Einschalten der
- Seite 182 und 183:
Inbetriebnahme der Maschine Puffer-
- Seite 184 und 185:
Inbetriebnahme der Maschine Ausgang
- Seite 186 und 187:
Inbetriebnahme der Maschine Überpr
- Seite 188 und 189:
Inbetrieb.nahme der Maschine Softwa
- Seite 190 und 191:
Optimieren der NC-Achsen Betrieb mi
- Seite 192 und 193:
Optimieren der NC-Achsen Betrieb mi
- Seite 194 und 195:
Optimieren der NC-Achsen .Spannungs
- Seite 196 und 197:
Optimieren der NC-Achsen Feiner Off
- Seite 198 und 199:
Optimieren der NC-Achsen Geschwindi
- Seite 200 und 201:
t Optimieren der NC-Achsen Optimier
- Seite 202 und 203:
L id Optimieren der NC-Achsen Optim
- Seite 204 und 205:
Optimieren der NC-Achsen Optimieren
- Seite 206 und 207:
Optimieren der NC-Achsen Optimieren
- Seite 208 und 209:
Optimieren der NC-Achsen Optimieren
- Seite 210 und 211:
Optimieren der NC-Achsen Optimieren
- Seite 212 und 213:
L Optimieren der NC-A hsen Optimier
- Seite 214 und 215:
G L Optimieren der NC-Achsen Optimi
- Seite 216 und 217:
L c Optimieren der NC-Achsen Optimi
- Seite 218 und 219:
L Optimieren der NC-Achsen Optimier
- Seite 220 und 221:
Optimieren der NC-Achsen Optimieren
- Seite 222 und 223:
L Optimieren der NC-Achsen u betwac
- Seite 224 und 225:
Optimieren der I NC-Achsen Übersic
- Seite 226 und 227:
L L L Optimieren der Hauptspindel C
- Seite 228 und 229:
L Optimieren der Hauptspindel Analo
- Seite 230 und 231:
Optimieren der Hauptspindel Analoge
- Seite 232 und 233:
L Optimieren der Hauptspindel Analo
- Seite 234 und 235:
L Optimieren der Hauptspindel Orien
- Seite 236 und 237:
Programmieren von Hersteller-Zyklen
- Seite 238 und 239:
Programmieren von Hersteller-Zyklen
- Seite 240 und 241:
Programmieren von Hersteller-Zyklen
- Seite 242 und 243:
Beispiel für einen Hersteller-Zykl
- Seite 244 und 245:
Die Hersteller-Zyklen im Bearbeitun
- Seite 246 und 247:
Inhalts-Übersicht Standard-Datensc
- Seite 248 und 249:
Standard-Datenschnittstelle V.24/RS
- Seite 250 und 251:
Standard-Datenschnittstelle V.24/RS
- Seite 252 und 253:
Standard-Datenschnittstelle V.24/RS
- Seite 254 und 255:
Standard-Datenschnittstelle V.24/RS
- Seite 256 und 257:
,,Blockweises Übertragen” ,,Bloc
- Seite 258 und 259:
Blockweises Übertragen Datensicher
- Seite 260 und 261:
Blockweises Übertragen Protokoll f
- Seite 262 und 263:
Ausdruck der Grafik An die V.24/RS-
- Seite 264 und 265:
Inhalts-Übersicht Kapitel Seite Ei
- Seite 266 und 267:
Inhalts-Übersicht PLC-Betriebsarte
- Seite 268 und 269:
Programmierung der HEIDENHAIN PLC B
- Seite 270 und 271:
Programmierung der HEIDENHAIN PLC B
- Seite 272 und 273:
Programmierung der HEIDENHAIN PLC P
- Seite 274 und 275:
Programmierung der HEIDENHAIN PLC P
- Seite 276 und 277:
Programmierung der HEIDENHAIN PLC P
- Seite 278 und 279: ‘Y e Programmierung der HEIDENHAI
- Seite 280 und 281: Beschreibung der Merker Merker für
- Seite 282 und 283: Cl Beschreibung der Merker Merker f
- Seite 284 und 285: Beschreibung der Merker Merker für
- Seite 286 und 287: Beschreibung der Merker Merker für
- Seite 288 und 289: 1 CJ Beschreibung der Merker Merker
- Seite 290 und 291: Beschreibung der Merker Merker für
- Seite 292 und 293: Beschreibung der Merker Merker für
- Seite 294 und 295: Beschreibung der Merker Merker für
- Seite 296 und 297: Beschreibung der Merker Merker für
- Seite 298 und 299: Beschreibung der Merker Merker für
- Seite 300 und 301: Beschreibung der Merker Merker für
- Seite 302 und 303: Q Beschreibung der Merker Bildschir
- Seite 304 und 305: G Beschreibung der Merker Bildschir
- Seite 306 und 307: Beschreibung der Merker Bildschirma
- Seite 308 und 309: Beschreibung der Merker Merker für
- Seite 310 und 311: --\ LJ Beschreibung der Merker Merk
- Seite 312 und 313: (li Beschreibung der Merker Merker
- Seite 314 und 315: Beschreibung der Merker Merker zur
- Seite 316 und 317: Beschreibung der Merker Merker für
- Seite 318 und 319: Beschreibung der Merker Merker für
- Seite 320 und 321: Beschreibung der Merker Über Masch
- Seite 322 und 323: Beschreibung der Merker Merker zur
- Seite 324 und 325: Beschreibung der Merker Merker zur
- Seite 326 und 327: , ci --\ 0 Beschreibung der Merker
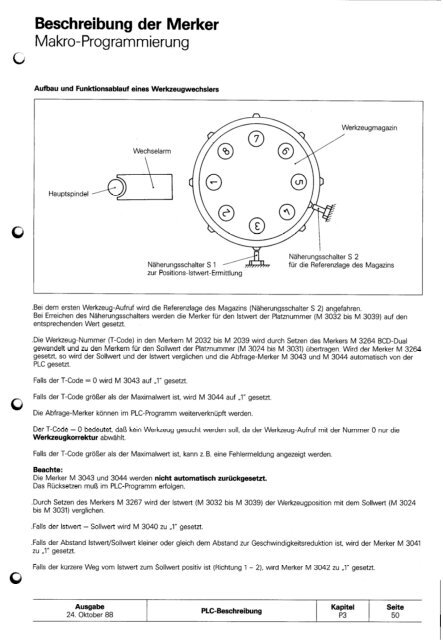
- Seite 330 und 331: Beschreibung der Merker Makro-Progr
- Seite 332 und 333: Beschreibung der Merker Zähler Zuo
- Seite 334 und 335: Beschreibung der Merker I imer Zuor
- Seite 336 und 337: PLC-Betriebsarten Betriebsart ,,PLC
- Seite 338 und 339: PLC-Betriebsarten Betriebsart ,,PLC
- Seite 340 und 341: PLC-Betriebsarten Betriebsart ,,PLC
- Seite 342 und 343: --x PLC-Betriebsarten Betriebsart ,
- Seite 344 und 345: PLC-Betriebsatten Betriebsart ,,PLC
- Seite 346 und 347: e PLC-Betriebsarten Externe Program
- Seite 348 und 349: PLC-Betriebsarten Externe Programmi
- Seite 350 und 351: Liste der Merker für den Signalaus
- Seite 352 und 353: Liste der Merker für den Signalaus
- Seite 354 und 355: Liste der Merker für den Signalaus
- Seite 356 und 357: Liste der Merker für den Signalaus
- Seite 358 und 359: Liste der Merker für den Signalaus
- Seite 360 und 361: Liste der Merker für den Signalaus
- Seite 362 und 363: Liste der Merker für den Signalaus
- Seite 364 und 365: Liste der Merker für den Signalaus
- Seite 366 und 367: Formblätter für die PLC-Programmi
- Seite 368 und 369: Formblätter für die PLC-Programmi
- Seite 370 und 371: c, Formblätter für die PLC-Progra
- Seite 372 und 373: Allgemeines Das beschriebene PLC-St
- Seite 374 und 375: Anweisungs-Liste * x***************
- Seite 376 und 377: Anweisungs-Liste 76 UN M 934 * Manu
- Seite 378 und 379:
.- ci Anweisungs-Liste * Bedienung
- Seite 380 und 381:
Anweisungs-Liste l AchsRichtungs-Ta
- Seite 382 und 383:
Anweisungs-Liste * Spindel Startbed
- Seite 384 und 385:
Anweisungs-Liste * Rückmeldung der
- Seite 386 und 387:
Anweisungs-Liste PLC-Position Spind
- Seite 388 und 389:
Bedeutung der Merker, Eingänge, Au
- Seite 390 und 391:
Bedeutung der Merker, Eingänge, Au
- Seite 392 und 393:
Bedeutung der Merker, Eingänge, Au
- Seite 394 und 395:
c Querverweislisten Querverweislist
- Seite 396 und 397:
Quervetweislisten Querverweisliste
- Seite 398 und 399:
Querverweislisten Querverweisliste