

Autotype Manual DE - Ht-tech.at
Autotype Manual DE - Ht-tech.at
Autotype Manual DE - Ht-tech.at

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
4.1.4 Gusspl<strong>at</strong>tenwerkzeuge<br />
Für die meisten Anwendungszwecke ist es viel leichter, eine M<strong>at</strong>rize zu ätzen oder<br />
maschinell zu bearbeiten als einen Stempel, da weit weniger M<strong>at</strong>erial entfernt werden muss.<br />
Stempel können problemlos durch Gießen von einem M<strong>at</strong>rizen-Original hergestellt werden.<br />
Hierbei können am günstigsten Kautschuk oder glasfaserverstärkte Kunststoffe (GVK)<br />
verwendet werden. Generell ist es bei Eins<strong>at</strong>z von Kautschuk nicht erforderlich, Toleranzen<br />
für P<strong>at</strong>rizen/M<strong>at</strong>rizen zu machen, da die Beschaffenheit des Kautschuks das. Einpassen des<br />
Substr<strong>at</strong>es gest<strong>at</strong>tet.<br />
Mit Kautschukwerkzeugen lassen sich jedoch keine optimal präzisen Profile erzeugen. Mit<br />
starren, gegossenen GVK-Werkzeugen lassen sich hervorragende Ergebnisse erzielen.<br />
Passende Paare von GVK P<strong>at</strong>rizen/M<strong>at</strong>rizen können verwendet werden, um einen<br />
Verschleiß an teuren maschinell bearbeiteten Originalen zu verhindern.<br />
In diesem Fall kann es aufgrund der niedrigeren Wärmeleitfähigkeit der Kunststoffpl<strong>at</strong>te<br />
notwendig werden, eine höhere Werkzeugtemper<strong>at</strong>ur einzustellen, um die Folientemper<strong>at</strong>ur<br />
von min. 80°C zu erreichen, die zum erfolgreichen Prägen der Polyesterfolie erforderlich ist.<br />
4.1.5 Wärmeausdehnung<br />
Die Maße der Prägepl<strong>at</strong>te sind auf der Grundlage der Betriebstemper<strong>at</strong>ur zu bestimmen,<br />
NICHT der Raumtemper<strong>at</strong>ur, d.h. dass die Wärmeausdehnung zu berücksichtigen ist.<br />
Wenn GVK-Stempel mit Metall-M<strong>at</strong>rizen verwendet werden sollen, bzw. die beiden Pl<strong>at</strong>ten<br />
aus verschiedenen Werkstoffen bestehen, muss die unterschiedliche Wärmeausdehnung der<br />
verschiedenen Werkstoffe bei Erwärmen auf Betriebstemper<strong>at</strong>ur berücksichtigt werden.<br />
Aus diesem Grund werden starre Werkzeugpaare normalerweise aus dem gleichen<br />
Werkstoff hergestellt.<br />
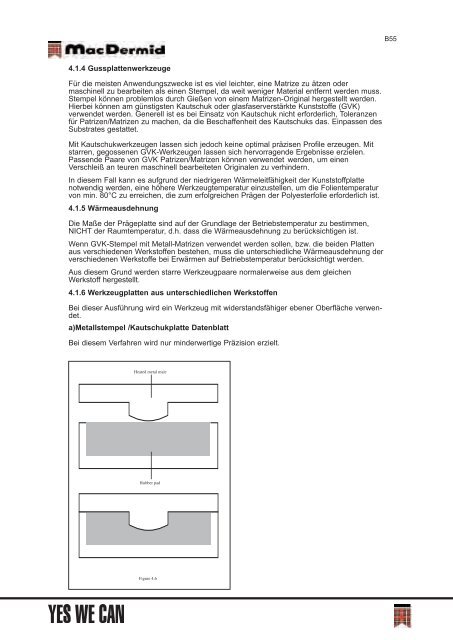
4.1.6 Werkzeugpl<strong>at</strong>ten aus unterschiedlichen Werkstoffen<br />
Bei dieser Ausführung wird ein Werkzeug mit widerstandsfähiger ebener Oberfläche verwendet.<br />
a)Metallstempel /Kautschukpl<strong>at</strong>te D<strong>at</strong>enbl<strong>at</strong>t<br />
Bei diesem Verfahren wird nur minderwertige Präzision erzielt.<br />
He<strong>at</strong>ed metal male<br />
Rubber pad<br />
Figure 4.6<br />
B55
