kompozitais armuotos betoninės konstrukcijos - Vilniaus Gedimino ...
kompozitais armuotos betoninės konstrukcijos - Vilniaus Gedimino ...
kompozitais armuotos betoninės konstrukcijos - Vilniaus Gedimino ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
149<br />
Stiprinamos sijos suirimo forma priklauso ne tik nuo naudojamos dervos ir<br />
pluošto, bet ir nuo darbų kokybės – tinkamo lakšto impregnavimo derva, oro tuštumų<br />
pašalinimo, stiprinamo paviršiaus paruošimo. Todėl stiprinimo darbams atlikti<br />
būtina turėti specialių žinių, darbo patirties ir įgūdžių.<br />
Dengimas rankomis yra populiarus polimerinių kompozitų gamybos metodas<br />
dėl kelių priežasčių: a) nesudėtingi technologiniai procesai; b) elementų gamybai<br />
nereikalingi sudėtingi įrenginiai; pakanka paprasčiausių darbo priemonių (volelių,<br />
teptukų ir menčių); c) stiprinimo darbams atlikti tinka platus įvairių pluoštų ir dervų<br />
asortimentas.<br />
Reikia paminėti ir keletą dengimo rankomis technologijos trūkumų. Dažniausia<br />
problema - nepakankamas pluošto impregnavimas derva ir susidarančios oro<br />
tuštumos tarp sluoksnių. Sukietėjus gaminiui, tiek neimpregnuotos pluošto zonos,<br />
tiek susidariusios oro tuštumos yra mikroplyšių atsiradimo židiniai, kuriems išplitus,<br />
kompozitas išsisluoksniuoja arba suyra. Mikroplyšių plitimas sumažina ne tik gaminio<br />
mechaninį atsparumą, bet ir atsparumą agresyviosios aplinkos poveikiams. Kita<br />
vertus, išsisluoksniavus kompozitui, pažeidžiama estetinė <strong>konstrukcijos</strong> išvaizda. Kiti<br />
dengimo rankomis trūkumai yra šie:<br />
• dervos mišinio (t. y. derva, kietiklis ir specialūs priedai) paruošimas, pluošto<br />
ir dervos santykis bei galutinė gaminio kokybė tiesiogiai priklauso nuo darbus<br />
atliekančių asmenų žinių, įgūdžių ir patirties;<br />
• rankinis dengimas yra lėtas ir darbui imlus procesas;<br />
• dirbant su dervomis kyla sveikatos ir saugumo problemų; kadangi pluoštas impregnuojamas<br />
rankomis, darbams palengvinti dervos mišinys turi būti mažai<br />
klampus; mažesnės klampos dervos gali lengvai patekti ant drabužių ir odos, be<br />
to, jos pasižymi blogesnėmis mechaninėmis savybėmis.<br />
7.4. Kiti polimerinių kompozitų gamybos būdai<br />
Statybose kai kuriais atvejais taikomi ir<br />
kiti polimerinių kompozitinių elementų<br />
gamybos būdai. Paprastai jie taikomi gaminant<br />
vieną ar kelis unikalius elementus.<br />
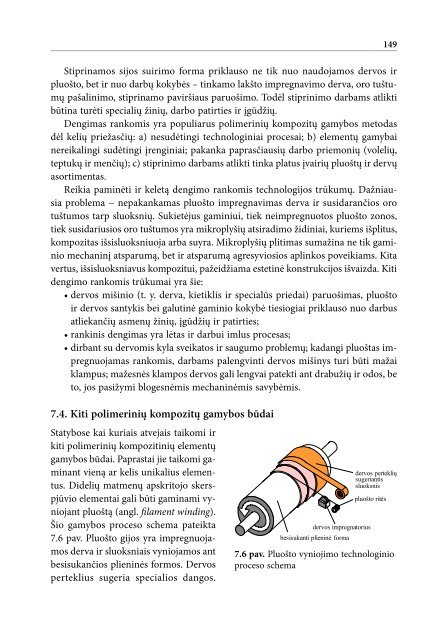
Didelių matmenų apskritojo skerspjūvio<br />
elementai gali būti gaminami vyniojant<br />
pluoštą (angl. filament winding).<br />
Šio gamybos proceso schema pateikta<br />
7.6 pav. Pluošto gijos yra impregnuojamos<br />
derva ir sluoksniais vyniojamos ant<br />
besisukančios plieninės formos. Dervos<br />
perteklius sugeria specialios dangos.<br />
dervos perteklių<br />
sugeriantis<br />
sluoksnis<br />
pluošto ritės<br />
dervos impregnatorius<br />
besisukanti plieninė forma<br />
7.6 pav. Pluošto vyniojimo technologinio<br />
proceso schema