

Projektbereich D Lugscheider, Erich 383 Projektbereich D ... - SFB 289
Projektbereich D Lugscheider, Erich 383 Projektbereich D ... - SFB 289
Projektbereich D Lugscheider, Erich 383 Projektbereich D ... - SFB 289

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Projektbereich</strong> D<br />
<strong>Lugscheider</strong>, <strong>Erich</strong><br />
414<br />
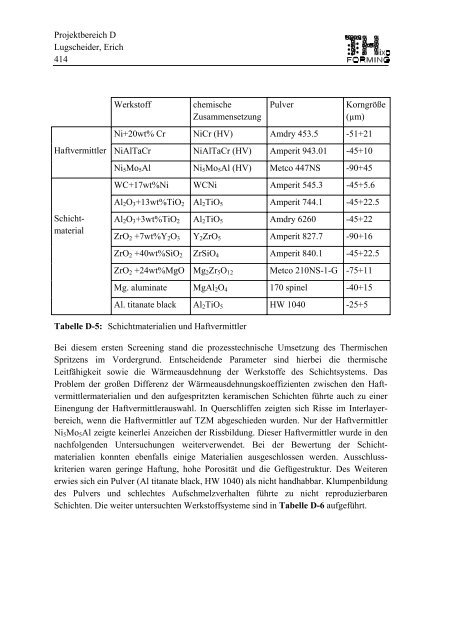
Haftvermittler<br />
Schichtmaterial<br />
Werkstoff chemische<br />
Zusammensetzung<br />
Pulver Korngröße<br />
(µm)<br />
Ni+20wt% Cr NiCr (HV) Amdry 453.5 -51+21<br />
NiAlTaCr NiAlTaCr (HV) Amperit 943.01 -45+10<br />
Ni5Mo5Al Ni5Mo5Al (HV) Metco 447NS -90+45<br />
WC+17wt%Ni WCNi Amperit 545.3 -45+5.6<br />
Al2O3+13wt%TiO2 Al2TiO5 Amperit 744.1 -45+22.5<br />
Al2O3+3wt%TiO2 Al2TiO5 Amdry 6260 -45+22<br />
ZrO2 +7wt%Y2O3 Y2ZrO5 Amperit 827.7 -90+16<br />
ZrO2 +40wt%SiO2 ZrSiO4 Amperit 840.1 -45+22.5<br />
ZrO2 +24wt%MgO Mg2Zr5O12<br />
Metco 210NS-1-G -75+11<br />
Mg. aluminate MgAl2O4 170 spinel -40+15<br />
Al. titanate black Al2TiO5 HW 1040 -25+5<br />
Tabelle D-5: Schichtmaterialien und Haftvermittler<br />
Bei diesem ersten Screening stand die prozesstechnische Umsetzung des Thermischen<br />
Spritzens im Vordergrund. Entscheidende Parameter sind hierbei die thermische<br />
Leitfähigkeit sowie die Wärmeausdehnung der Werkstoffe des Schichtsystems. Das<br />
Problem der großen Differenz der Wärmeausdehnungskoeffizienten zwischen den Haftvermittlermaterialien<br />
und den aufgespritzten keramischen Schichten führte auch zu einer<br />
Einengung der Haftvermittlerauswahl. In Querschliffen zeigten sich Risse im Interlayerbereich,<br />
wenn die Haftvermittler auf TZM abgeschieden wurden. Nur der Haftvermittler<br />
Ni5Mo5Al zeigte keinerlei Anzeichen der Rissbildung. Dieser Haftvermittler wurde in den<br />
nachfolgenden Untersuchungen weiterverwendet. Bei der Bewertung der Schichtmaterialien<br />
konnten ebenfalls einige Materialien ausgeschlossen werden. Ausschlusskriterien<br />
waren geringe Haftung, hohe Porosität und die Gefügestruktur. Des Weiteren<br />
erwies sich ein Pulver (Al titanate black, HW 1040) als nicht handhabbar. Klumpenbildung<br />
des Pulvers und schlechtes Aufschmelzverhalten führte zu nicht reproduzierbaren<br />
Schichten. Die weiter untersuchten Werkstoffsysteme sind in Tabelle D-6 aufgeführt.