
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
12.01<br />
E Siemens AG, 2001. All rights reserved<br />
<strong>SINUMERIK</strong> <strong>840D</strong>/<strong>810D</strong> Description of Functions <strong>ShopMill</strong> (FBSP) - 12.01 Edition<br />
6Machine Data<br />
6.2 Display machine data for <strong>ShopMill</strong><br />
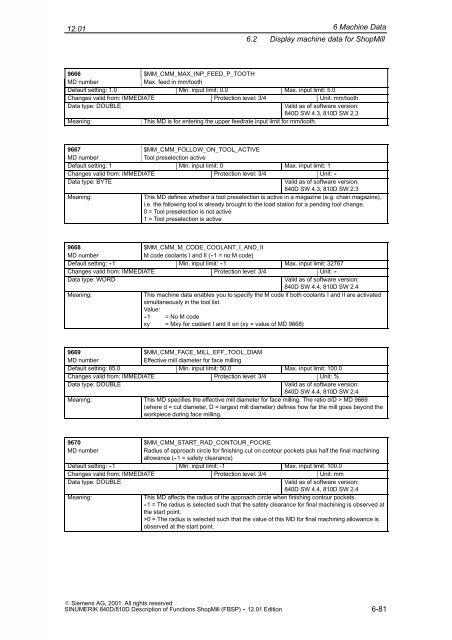
9666 $MM_CMM_MAX_INP_FEED_P_TOOTH<br />
MD number Max. feed in mm/tooth<br />
Default setting: 1.0 Min. input limit: 0.0 Max. input limit: 5.0<br />
Changes valid from: IMMEDIATE Protection level: 3/4 Unit: mm/tooth<br />
Data type: DOUBLE Valid as of software version:<br />
<strong>840D</strong> SW 4.3, <strong>810D</strong> SW 2.3<br />
Meaning: This MD is for entering the upper feedrate input limit for mm/tooth.<br />
9667 $MM_CMM_FOLLOW_ON_TOOL_ACTIVE<br />
MD number Tool preselection active<br />
Default setting: 1 Min. input limit: 0 Max. input limit: 1<br />
Changes valid from: IMMEDIATE Protection level: 3/4 Unit: -<br />
Data type: BYTE Valid as of software version:<br />
<strong>840D</strong> SW 4.3, <strong>810D</strong> SW 2.3<br />
Meaning: This MD defines whether a tool preselection is active in a magazine (e.g. chain magazine),<br />
i.e. the following tool is already brought to the load station for a pending tool change.<br />
0 = Tool preselection is not active<br />
1 = Tool preselection is active<br />
9668 $MM_CMM_M_CODE_COOLANT_I_AND_II<br />
MD number M code coolants I and II ( -1 = no M code)<br />
Default setting: -1 Min. input limit: -1 Max. input limit: 32767<br />
Changes valid from: IMMEDIATE Protection level: 3/4 Unit: -<br />
Data type: WORD Valid as of software version:<br />
<strong>840D</strong> SW 4.4, <strong>810D</strong> SW 2.4<br />
Meaning: This machine data enables you to specify the M code if both coolants I and II are activated<br />
simultaneously in the tool list.<br />
Value:<br />
-1 = No M code<br />
xy = Mxy for coolant I and II on (xy = value of MD 9668)<br />
9669 $MM_CMM_FACE_MILL_EFF_TOOL_DIAM<br />
MD number Effective mill diameter for face milling<br />
Default setting: 85.0 Min. input limit: 50.0 Max. input limit: 100.0<br />
Changes valid from: IMMEDIATE Protection level: 3/4 Unit: %<br />
Data type: DOUBLE Valid as of software version:<br />
<strong>840D</strong> SW 4.4, <strong>810D</strong> SW 2.4<br />
Meaning: This MD specifies the effective mill diameter for face milling. The ratio d/D > MD 9669<br />
(where d = cut diameter, D = largest mill diameter) defines how far the mill goes beyond the<br />
workpiece during face milling.<br />
9670 $MM_CMM_START_RAD_CONTOUR_POCKE<br />
MD number Radius of approach circle for finishing cut on contour pockets plus half the final machining<br />
allowance ( -1 = safety clearance)<br />
Default setting: -1 Min. input limit: -1 Max. input limit: 100.0<br />
Changes valid from: IMMEDIATE Protection level: 3/4 Unit: mm<br />
Data type: DOUBLE Valid as of software version:<br />
<strong>840D</strong> SW 4.4, <strong>810D</strong> SW 2.4<br />
Meaning: This MD affects the radius of the approach circle when finishing contour pockets.<br />
-1 = The radius is selected such that the safety clearance for final machining is observed at<br />
the start point.<br />
>0 = The radius is selected such that the value of this MD for final machining allowance is<br />
observed at the start point.<br />
6-81