
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Tools<br />
Operating<br />
sequence<br />
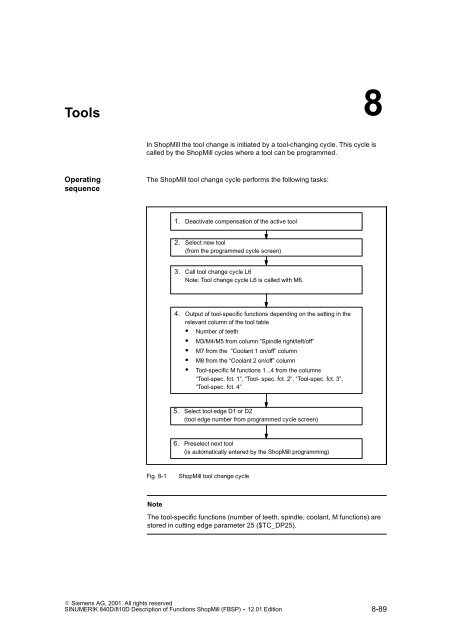
In <strong>ShopMill</strong> the tool change is initiated by a tool-changing cycle. This cycle is<br />
called by the <strong>ShopMill</strong> cycles where a tool can be programmed.<br />
The <strong>ShopMill</strong> tool change cycle performs the following tasks:<br />
1. Deactivate compensation of the active tool<br />
2. Select new tool<br />
(from the programmed cycle screen)<br />
3. Call tool change cycle L6<br />
Note: Tool change cycle L6 is called with M6.<br />
4. Output of tool-specific functions depending on the setting in the<br />
relevant column of the tool table<br />
S Number of teeth<br />
S M3/M4/M5 from column “Spindle right/left/off”<br />
S M7 from the “Coolant 1 on/off” column<br />
S M8 from the “Coolant 2 on/off” column<br />
S Tool-specific M functions 1...4 from the columns<br />
“Tool-spec. fct. 1”, “Tool- spec. fct. 2”, “Tool-spec. fct. 3”,<br />
“Tool-spec. fct. 4”<br />
5. Select tool edge D1 or D2<br />
(tool edge number from programmed cycle screen)<br />
6. Preselect next tool<br />
(is automatically entered by the <strong>ShopMill</strong> programming)<br />
Fig. 8-1 <strong>ShopMill</strong> tool change cycle<br />
Note<br />
The tool-specific functions (number of teeth, spindle, coolant, M functions) are<br />
stored in cutting edge parameter 25 ($TC_DP25).<br />
E Siemens AG, 2001. All rights reserved<br />
<strong>SINUMERIK</strong> <strong>840D</strong>/<strong>810D</strong> Description of Functions <strong>ShopMill</strong> (FBSP) - 12.01 Edition<br />
8<br />
8-89