

Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
- 116 -<br />
1 0<br />
1 0<br />
l1"\<br />
N<br />
1,5<br />
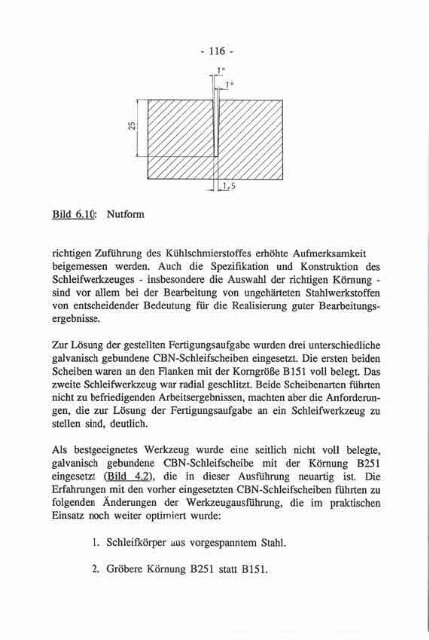
Bild 6.10:<br />
Nutform<br />
richtigen Zuführung des Kühlschmierstoffes erhöhte Aufmerksamkeit<br />
beigemessen werden. Auch die Spezifikation und Konstruktion des<br />
Schleifwerkzeuges - insbesondere die Auswahl der richtigen Körnung -<br />
sind vor allem bei der Bearbeitung von ungehärteten Stahlwerkstoffen<br />
von entscheidender Bedeutung für die Realisierung guter Bearbeitungsergebnisse.<br />
Zur Lösung der gestellten Fertigungsaufgabe wurden drei unterschiedliche<br />
galvanisch gebundene CBN-Schleifscheiben eingesetzt. Die ersten beiden<br />
Scheiben waren an den Flanken mit der Korngröße B151 voll belegt. Das<br />
zweite Schleifwerkzeug war radial geschlitzt. Beide Scheibenarten führten<br />
nicht zu befriedigenden Arbeitsergebnissen, machten aber die Anforderungen,<br />
die zur Lösung der Fertigungsaufgabe an ein Schleifwerkzeug zu<br />
stellen sind, deutlich.<br />
Als bestgeeignetes Werkzeug wurde eine seitlich nicht voll belegte,<br />
galvanisch gebundene CBN-Schleifscheibe mit der Körnung B251<br />
eingesetzt (Bild 4.2), die in dieser Ausführung neuartig ist. Die<br />
Erfahrungen mit den vorher eingesetzten CBN-Schleifscheiben führten zu<br />
folgenden Änderungen der Werkzeugausführung, die im praktischen<br />
Einsatz noch weiter optimiert wurde:<br />
l. Schleifkörper aus vorgespanntem Stahl.<br />
2. Gröbere Körnung B251 statt B151.













