

Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
- 8 -<br />
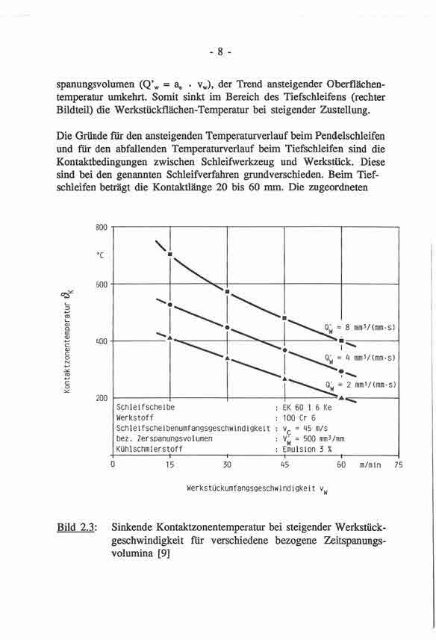
spanungsvolumen (Q' w = a, . v w ), der Trend ansteigender Oberflächentemperatur<br />
umkehrt. Somit sinkt im Bereich des Tiefschleifens (rechter<br />
Bildteil) die Werkstückflächen- Temperatur bei steigender Zustellung.<br />
Die Gründe für den ansteigenden Temperaturverlauf beim Pendelschleifen<br />
und für den abfallenden Temperaturverlauf beim Tiefschleifen sind die<br />
Kontaktbedingungen zwischen Schleifwerkzeug und Werkstück. Diese<br />
sind bei den genannten Schleifverfahren grundverschieden. Beim Tiefschleifen<br />
beträgt die Kontaktlänge 20 bis 60 mm. Die zugeordneten<br />
800<br />
°C<br />
0:::,"'"<br />
~ ::J<br />
+-'<br />
ro~Q)<br />
0-<br />
E<br />
Q)<br />
+-'<br />
c<br />
Cl)<br />
c<br />
0<br />
N<br />
+-'<br />
~ ro<br />
+-'<br />
c<br />
0<br />
"'"<br />
600<br />
400<br />
200<br />
•<br />
"-<br />
r,-,I~<br />
.- ••••• :::::1"'-...1 ~. 8 ",,,.,,,<br />
"- . .<br />
I ,.....<br />
• • •<br />
• ~,", •<br />
Q' -<br />
~ ~= 4 mm 3 /(mm·s)<br />
W - 2 mm3/(mm·s)<br />
S'hl"f"h',"""'f EK 60 , 6 K, •<br />
bez. Zerspanungs angsgeSChWlndlgk 100 Cr 6<br />
Kuhlschml erstaff volumen elt .: v v~ W = 45 500 m/s mm 3 /mm<br />
. Emulsion 3 %<br />
o 15 30 45 60 mim in 75<br />
Werkstückumfangsgeschwindigkeit<br />
V w<br />
Bild 2.3: Sinkende Kontaktzonentemperatur bei steigender Werkstückgeschwindigkeit<br />
für verschiedene bezogene Zeitspanungsvolumina<br />
[9]













