

Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
- 11 -<br />
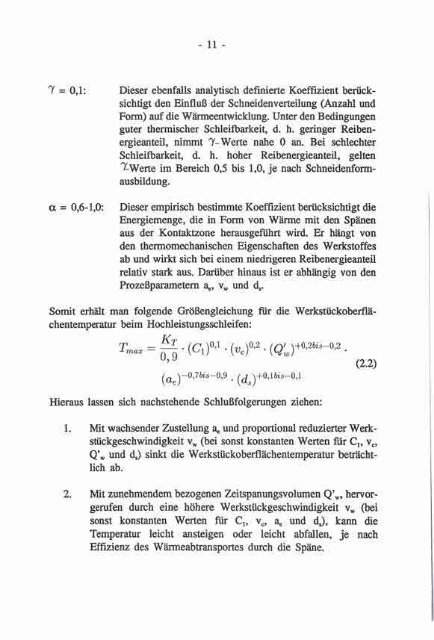
1 = 0,1: Dieser ebenfalls analytisch definierte Koeffizient berücksichtigt<br />
den Einfluß der Schneidenverteilung (Anzahl und<br />
Form) auf die Wärmeentwicklung. Unter den Bedingungen<br />
guter thermischer Schleifbarkeit, d. h. geringer Reibenergieanteil,<br />
nimmt I-Werte nahe ° an. Bei schlechter<br />
Schleifbarkeit, d. h. hoher Reibenergieanteil, gelten<br />
'-Werte im Bereich 0,5 bis 1,0, je nach Schneidenformausbildung.<br />
a = 0,6-1,0:<br />
Dieser empirisch bestimmte Koeffizient berücksichtigt die<br />
Energiemenge, die in Form von Wärme mit den Spänen<br />
aus der Kontaktzone herausgeführt wird. Er hängt von<br />
den thermomechanischen Eigenschaften des Werkstoffes<br />
ab und wirkt sich bei einem niedrigeren Reibenergieanteil<br />
relativ stark aus. Darüber hinaus ist er abhängig von den<br />
Prozeßparametem a., vwund d•.<br />
für die Werkstückoberflä-<br />
Somit erhält man folgende Größengleichung<br />
chentemperatur beim <strong>Hochleistungs</strong>schleifen:<br />
Tmax = K T . (Cd°,1 . (v c<br />
)O,2 . (Q~)+O,2bis-O,2.<br />
0,9 (~2)<br />
(a tO,7bis-O,9 . e<br />
(d )+O,lbis-O,l<br />
s<br />
Hieraus lassen sich nachstehende Schlußfolgerungen<br />
ziehen:<br />
1. Mit wachsender Zustellung a, und proportional reduzierter Werkstückgeschwindigkeit<br />
Vw(bei sonst konstanten Werten für Cl' v.,<br />
Q'w und d.) sinkt die Werkstückoberflächentemperatur beträchtlich<br />
ab.<br />
2. Mit zunehmendem bezogenen Zeitspanungsvolumen Q' we hervorgerufen<br />
durch eine höhere Werkstückgeschwindigkeit v; (bei<br />
sonst konstanten Werten für Cl' v; a, und d.), kann die<br />
Temperatur leicht ansteigen oder leicht abfallen, je nach<br />
Effizienz des Wärmeabtransportes durch die Späne.













