

Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
- 138 -<br />
6.7 Einfluß der Schleifrichtung (Gleich- oder GegenlauD auf das<br />
Schleifergebnis<br />
Allgemein sind für das konventionelle Pendel- und Tiefschleifen im<br />
Gleichlaufverfahren wirtschaftliclie und technologische Vorteile gegenüber<br />
dem Gegenlaufverfahren zu verzeichnen [8,20]. Beim Gleichlaufschleifen<br />
verbessern sich Oberflächengüte, Verschleißverhalten und Abtragsverhältnis.<br />
Die Schleifkräfte sind geringer und daher fallt auch der erforderliche<br />
spezifische Energiebedarf geringer aus. Temperaturrnessungen ergaben<br />
für beide Schleifverfahren etwa gleiche Ergebnisse [9,83].<br />
_ .....---<br />
. _ "". ,~-""",,,,,,,,,,--<br />
_ "'~"':'" v'~_<br />
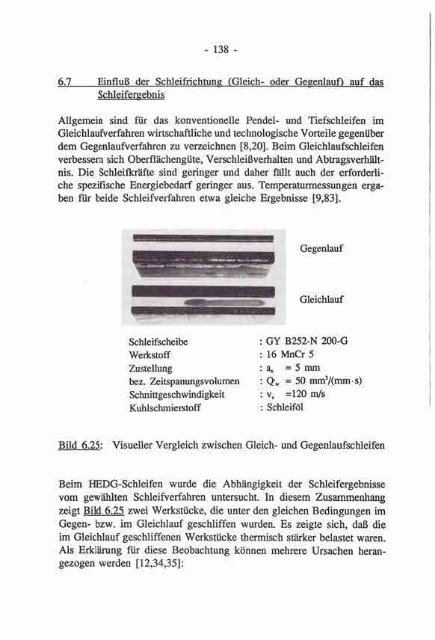
Gegenlauf<br />
Gleichlauf<br />
Schleifscheibe<br />
Werkstoff<br />
Zustellung<br />
bez. Zeitspanungsvolumen<br />
Schnittgeschwindigkeit<br />
Kuhlschmierstoff<br />
: GY B252-N 200-G<br />
: 16 Mner 5<br />
. a, =5mm<br />
: Q'w = 50 mm 3 /(rnm·s)<br />
: v c =120 rn/s<br />
: Schleiföl<br />
Bild 6.25: Visueller Vergleich zwischen Gleich- und Gegenlaufschleifen<br />
Beim HEDG-Schleifen wurde die Abhängigkeit der Schleifergebnisse<br />
vorn gewählten Schleifverfahren untersucht. In diesem Zusammenhang<br />
zeigt Bild 6.25 zwei Werkstücke, die unter den gleichen Bedingungen im<br />
Gegen- bzw. im Gleichlauf geschliffen wurden. Es zeigte sich, daß die<br />
im Gleichlauf geschliffenen Werkstücke thermisch stärker belastet waren.<br />
Als Erklärung für diese Beobachtung können mehrere Ursachen herangezogen<br />
werden [12,34,35]:













