

Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
- 59 -<br />
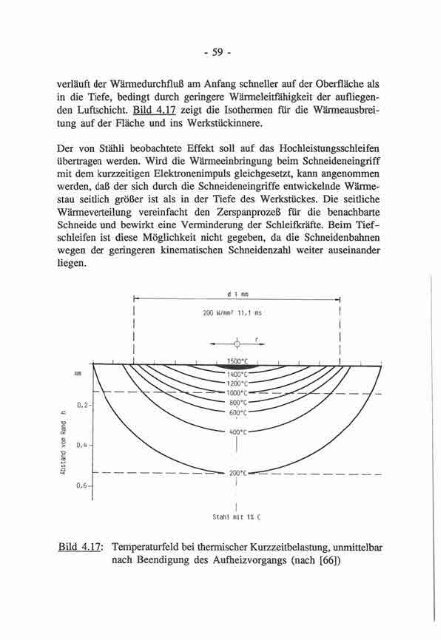
verläuft der Wärmedurchfluß am Anfang schneller auf der Oberfläche als<br />
in die Tiefe, bedingt durch geringere Wärmeleitfähigkeit der aufliegenden<br />
Luftschicht. Bild 4.17 zeigt die Isothermen für die Wärmeausbreitung<br />
auf der Fläche und ins Werkstückinnere.<br />
Der von Stähli beobachtete Effekt soll auf das <strong>Hochleistungs</strong>schleifen<br />
übertragen werden. Wird die Wärmeeinbringung beim Schneideneingriff<br />
mit dem kurzzeitigen Elektronenimpuls gleichgesetzt, kann angenommen<br />
werden, daß der sich durch die Schneideneingriffe entwickelnde Wärmestau<br />
seitlich größer ist als in der Tiefe des Werkstückes. Die seitliche<br />
Wärmeverteilung vereinfacht den Zerspanprozeß für die benachbarte<br />
Schneide und bewirkt eine Verminderung der Schleifkräfte. Beim Tiefschleifen<br />
ist diese Möglichkeit nicht gegeben, da die Schneidenbahnen<br />
wegen der geringeren kinematischen Schneidenzahl weiter auseinander<br />
liegen.<br />
mm<br />
~ 1 mm<br />
-l<br />
200 V1lmm' 11,1 ms I<br />
I<br />
I<br />
-~<br />
I<br />
I<br />
~<br />
""''', ---- ~ :::;::;>" ::;:> 7/'"<br />
.s:<br />
0,2-<br />
"0<br />
~<br />
E<br />
0<br />
><br />
"0 c:<br />
s'"<br />
~<br />
0,4<br />
0,6<br />
I<br />
I<br />
Stahl mit 1% C<br />
Bild 4.17:<br />
Temperaturfeld bei thermischer Kurzzeitbelastung, unmittelbar<br />
nach Beendigung des Aufheizvorgangs (nach [66])













