

Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen
Hochleistungs-Flachschleifen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
- 87 -<br />
Der umgesetzte Gesamtwärmestrom Q kann nicht der aufgenommenen<br />
Spindelleistung P, gleichgesetzt werden. Ein Teil der Leistung geht durch<br />
die Erzeugung eines Luftstroms, den Transport des Kühlschmierstoffes.<br />
den Transport der Späne und durch die mechanische Reibung der Spindel<br />
verloren und wird nicht in der Kontaktzone in Wärme umgesetzt. Diese<br />
Energien werden mit dem Wärmeumwandlungsfaktor K, berücksichtigt.<br />
r: = «.. Q (4.47)<br />
Für K, wurden Werte zwischen 0,85 und 1 bestimmt. Für die Berechnung<br />
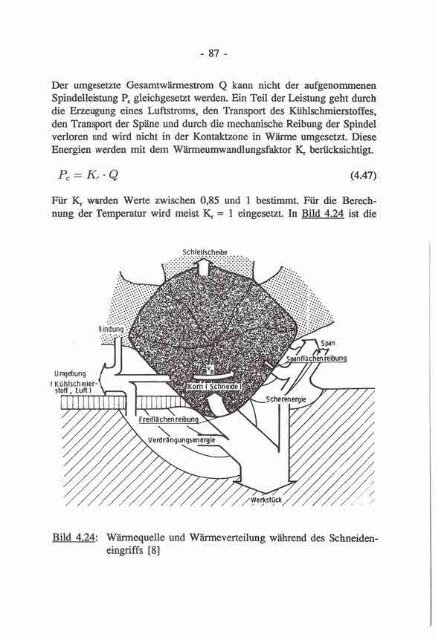
der Temperatur wird meist K, = 1 eingesetzt. In Bild 4.24 ist die<br />
Bild 4.24: Wärmequelle und Wärmeverteilung während des Schneideneingriffs<br />
[8]













