Technisches Handbuch - Nodig-Bau.de
Technisches Handbuch - Nodig-Bau.de
Technisches Handbuch - Nodig-Bau.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
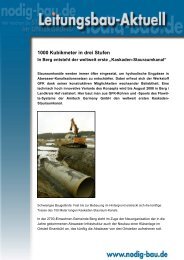
Bild 3.9: Rohr, in <strong>de</strong>r Schalung erhärtet<br />
Nach <strong>de</strong>m Zeitpunkt <strong>de</strong>r Entschalung<br />
wer<strong>de</strong>n zwei Verfahren unterschie<strong>de</strong>n:<br />
• Entschalen unmittelbar nach <strong>de</strong>m Herstellen<br />
(Sofortentschalung)<br />
• Erhärten in <strong>de</strong>r Schalung<br />
Bei Fertigung mit Sofortentschalung<br />
wer<strong>de</strong>n Stahluntermuffen sowie Obermuffen<br />
bzw. Stützringe verwen<strong>de</strong>t, die bis<br />
zum Erhärten <strong>de</strong>s Betons an <strong>de</strong>n <strong>Bau</strong>teilen<br />
verbleiben. Somit ist sichergestellt,<br />
dass die nach <strong>de</strong>r FBS-Qualitätsrichtlinie<br />
zulässigen geringen Grenzabmaße im<br />
Bereich <strong>de</strong>r <strong>Bau</strong>teilverbindungen eingehalten<br />
wer<strong>de</strong>n (Bild 3.7/Bild 3.8).<br />
Die Maßgenauigkeit <strong>de</strong>r Spitzen<strong>de</strong>n<br />
kann auch durch Fräsen erreicht wer<strong>de</strong>n.<br />
Bei <strong>de</strong>r zweiten Fertigungsvariante<br />
bleibt das Rohr so lange in <strong>de</strong>r Schalung,<br />
bis eine ausreichen<strong>de</strong> Erhärtung eingetreten<br />
ist. Dieses Verfahren wird vorzugsweise<br />
bei <strong>de</strong>r Herstellung von großformatigen<br />
FBS-Stahlbetonrohren mit<br />
Son<strong>de</strong>rquerschnitten und FBS-Vortriebsrohren<br />
verwen<strong>de</strong>t (Bild 3.9). Die im Bild<br />
3.6 aufgeführten Schleu<strong>de</strong>r- und Walzverfahren<br />
sind heute in Deutschland<br />
praktisch nicht mehr gebräuchlich.<br />
50<br />
Bei allen Herstellverfahren wer<strong>de</strong>n<br />
die <strong>Bau</strong>teile nach <strong>de</strong>r Fertigung nachbehan<strong>de</strong>lt.<br />
Dies geschieht durch Zuführen<br />
o<strong>de</strong>r Erhalten <strong>de</strong>r zum Abbin<strong>de</strong>prozess<br />
erfor<strong>de</strong>rlichen Feuchtigkeit<br />
sowie durch eine gezielte Wärmebehandlung.<br />
Den Abschluss <strong>de</strong>s Fertigungsprozesses<br />
bil<strong>de</strong>n die FBS-typischen Serienprüfungen.<br />
Alle im Nennweitenbereich<br />
von DN 300 bis DN 1000 gefertigten<br />
FBS-Beton- und FBS-Stahlbetonrohre<br />
wer<strong>de</strong>n auf Dichtheit geprüft. Diese<br />
Prüfung erfolgt auf einer geeigneten<br />
Serienprüfeinrichtung mit Wasserdruck<br />
o<strong>de</strong>r Luftüber- bzw. -unterdruck<br />
(Bild 3.10). Zusätzlich wer<strong>de</strong>n bei diesen<br />
Rohren die Rohraußendurchmesser d 3<br />
am Spitzen<strong>de</strong> unter Erfassung <strong>de</strong>r<br />
Kleinst- und Größtwerte gemessen<br />
(Bild 3.11). Hierzu stehen mechanisch<br />
arbeiten<strong>de</strong> Geräte o<strong>de</strong>r Lasermessgeräte<br />
zur Verfügung. Die Ergebnisse bei<strong>de</strong>r<br />
Prüfungen wer<strong>de</strong>n protokolliert.Nur<br />
Rohre, die diese Kontrollen bestehen,<br />
erhalten anschließend automatisch<br />
eine Kennzeichnung mit allen normgemäßen<br />
Angaben und <strong>de</strong>m FBS-<br />
Qualitätszeichen.<br />
Bild 3.10: Vakuumprüfanlage