

Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
WINNC SINUMERIK 810 D / 840 D FRÄSEN<br />
WERKZEUGKORREKTUR / WERKZEUGVERMESSUNG<br />
E: Werkzeugkorrektur / Werkzeugvermessung<br />
Werkzeugkorrektur<br />
Werkzeugaufruf<br />
T..: Werkzeugnummer im Magazin<br />
D..: Werkzeugkorrekturnummer<br />
Jeder Werkzeugnummer T können bis zu 9 Korrekturnummern<br />
D zugeordnet werden.<br />
Die Steuerung SINUMERIK 810D/840D bezeichnet<br />
die Korrekturdaten D als Schneide, damit sind aber<br />
nicht die einzelnen Schneiden (Zähne) des Werkzeugs<br />
gemeint, sondern die Korrekturdaten, die diesem<br />
Werkzeug zugeordnet sind.<br />
Ein Werkzeug kann mehrere Korrekturnummern<br />
haben (z.B. ein Planfräser kann auch als Fasenfräser<br />
verwendet werden, es werden am selben Werkzeug<br />
zwei verschiedene Punkte vermessen).<br />
Je nach Verwendung wird dann im Programm z.B.<br />
T1 D1 oder T1 D2 aufgerufen.<br />
Werkzeugwechsel<br />
M6: Werkzeug wechseln<br />
Mit dem Befehl M6 werden automatisch alle zum<br />
Werkzeugwechsel notwendigen Bewegungen ausgeführt.<br />
Um Kollisionen zu vermeiden, muss das Werkzeug<br />
vorher vom Werkstück abgehoben werden (freifahren).<br />
Beispiel<br />
N50 G0 X200 Y120 Z80<br />
Werkzeugwechselposition anfahren<br />
N55 T4 D1<br />
Werkzeug und Werkzeugkorrektur aufrufen<br />
N60 M6<br />
Werkzeug wechseln<br />
N65 ...<br />
Mit dem Befehl T..D.. werden die Werkzeugkorrekturwerte<br />
D aufgerufen, das Werkzeug wird noch nicht<br />
gewechselt.<br />
Die Daten für die Werkzeugkorrektur (Fräserlänge,<br />
Fräserradius, ...) werden aus dem Werkzeugkorrekturspeicher<br />
gelesen.<br />
Mögliche Werkzeugnummern:<br />
T 1..32000, D 1..9<br />
1<br />
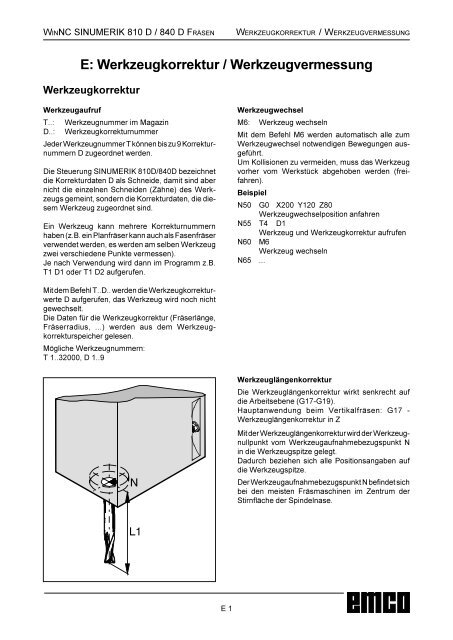
Werkzeuglängenkorrektur<br />
Die Werkzeuglängenkorrektur wirkt senkrecht auf<br />
die Arbeitsebene (G17-G19).<br />
Hauptanwendung beim Vertikalfräsen: G17 -<br />
Werkzeuglängenkorrektur in Z<br />
Mit der Werkzeuglängenkorrektur wird der Werkzeugnullpunkt<br />
vom Werkzeugaufnahmebezugspunkt N<br />
in die Werkzeugspitze gelegt.<br />
Dadurch beziehen sich alle Positionsangaben auf<br />
die Werkzeugspitze.<br />
Der Werkzeugaufnahmebezugspunkt N befindet sich<br />
bei den meisten Fräsmaschinen im Zentrum der<br />
Stirnfläche der Spindelnase.<br />
/<br />
E 1














