

Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
WINNC SINUMERIK 810 D / 840 D FRÄSEN<br />
PROGRAMMIERUNG<br />
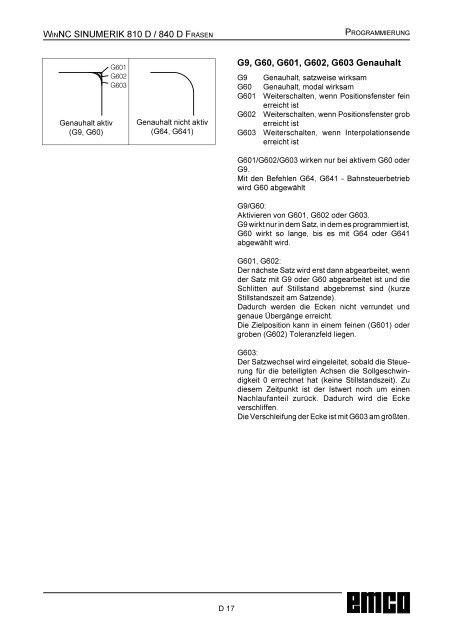
Genauhalt aktiv<br />
(G9, G60)<br />
*<br />
*<br />
*<br />
Genauhalt nicht aktiv<br />
(G64, G641)<br />
G9, G60, G601, G602, G603 Genauhalt<br />
G9<br />
G60<br />
G601<br />
G602<br />
G603<br />
Genauhalt, satzweise wirksam<br />
Genauhalt, modal wirksam<br />
Weiterschalten, wenn Positionsfenster fein<br />
erreicht ist<br />
Weiterschalten, wenn Positionsfenster grob<br />
erreicht ist<br />
Weiterschalten, wenn Interpolationsende<br />
erreicht ist<br />
G601/G602/G603 wirken nur bei aktivem G60 oder<br />
G9.<br />
Mit den Befehlen G64, G641 - Bahnsteuerbetrieb<br />
wird G60 abgewählt<br />
G9/G60:<br />
Aktivieren von G601, G602 oder G603.<br />
G9 wirkt nur in dem Satz, in dem es programmiert ist,<br />
G60 wirkt so lange, bis es mit G64 oder G641<br />
abgewählt wird.<br />
G601, G602:<br />
Der nächste Satz wird erst dann abgearbeitet, wenn<br />
der Satz mit G9 oder G60 abgearbeitet ist und die<br />
Schlitten auf Stillstand abgebremst sind (kurze<br />
Stillstandszeit am Satzende).<br />
Dadurch werden die Ecken nicht verrundet und<br />
genaue Übergänge erreicht.<br />
Die Zielposition kann in einem feinen (G601) oder<br />
groben (G602) Toleranzfeld liegen.<br />
G603:<br />
Der Satzwechsel wird eingeleitet, sobald die Steuerung<br />
für die beteiligten Achsen die Sollgeschwindigkeit<br />
0 errechnet hat (keine Stillstandszeit). Zu<br />
diesem Zeitpunkt ist der Istwert noch um einen<br />
Nachlaufanteil zurück. Dadurch wird die Ecke<br />
verschliffen.<br />
Die Verschleifung der Ecke ist mit G603 am größten.<br />
D 17














