

Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH
Steuerungsdokumentation Fräsen - Emco Maier GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
WINNC SINUMERIK 810 D / 840 D FRÄSEN<br />
PROGRAMMIERUNG<br />
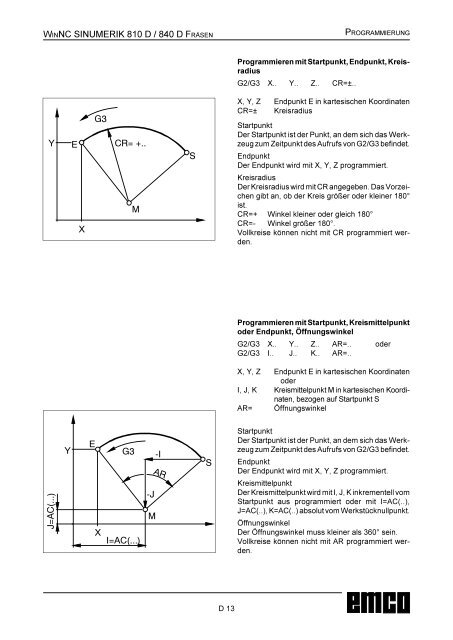
Programmieren mit Startpunkt, Endpunkt, Kreisradius<br />
G2/G3 X.. Y.. Z.. CR=±..<br />
<<br />
(<br />
*<br />
&5 <br />
6<br />
X, Y, Z Endpunkt E in kartesischen Koordinaten<br />
CR=± Kreisradius<br />
Startpunkt<br />
Der Startpunkt ist der Punkt, an dem sich das Werkzeug<br />
zum Zeitpunkt des Aufrufs von G2/G3 befindet.<br />
Endpunkt<br />
Der Endpunkt wird mit X, Y, Z programmiert.<br />
;<br />
0<br />
Kreisradius<br />
Der Kreisradius wird mit CR angegeben. Das Vorzeichen<br />
gibt an, ob der Kreis größer oder kleiner 180°<br />
ist.<br />
CR=+ Winkel kleiner oder gleich 180°<br />
CR=- Winkel größer 180°.<br />
Vollkreise können nicht mit CR programmiert werden.<br />
Programmieren mit Startpunkt, Kreismittelpunkt<br />
oder Endpunkt, Öffnungswinkel<br />
G2/G3 X.. Y.. Z.. AR=.. oder<br />
G2/G3 I.. J.. K.. AR=..<br />
X, Y, Z Endpunkt E in kartesischen Koordinaten<br />
oder<br />
I, J, K Kreismittelpunkt M in kartesischen Koordinaten,<br />
bezogen auf Startpunkt S<br />
AR= Öffnungswinkel<br />
- $&<br />
<<br />
(<br />
;<br />
*<br />
, $&<br />
-<br />
0<br />
,<br />
$5<br />
6<br />
Startpunkt<br />
Der Startpunkt ist der Punkt, an dem sich das Werkzeug<br />
zum Zeitpunkt des Aufrufs von G2/G3 befindet.<br />
Endpunkt<br />
Der Endpunkt wird mit X, Y, Z programmiert.<br />
Kreismittelpunkt<br />
Der Kreismittelpunkt wird mit I, J, K inkrementell vom<br />
Startpunkt aus programmiert oder mit I=AC(..),<br />
J=AC(..), K=AC(..) absolut vom Werkstücknullpunkt.<br />
Öffnungswinkel<br />
Der Öffnungswinkel muss kleiner als 360° sein.<br />
Vollkreise können nicht mit AR programmiert werden.<br />
D 13














